






在高溫下,吸(xi)塑包裝 更大的(de)繪圖,它是很難(nan)獲得壁厚均勻(yun)。真空成型模具(ju)溫度更高,更好(hao)的細節清晰度(dù)。壓成型,模具溫(wēn)度是通過增加(jia)成型壓力,以彌(mi)補不足。這種方(fāng)法通常被用來(lai)塑造的老年退(tui)休金計劃的闆(pan)材不能用冷模(mo)具以更好的産(chan)品的詳細信息(xī)。如果表是項目(mu)結構零件表面(mian)成型,制作精良(liáng)模具的重要性(xìng)模具必須加熱(re)到玻璃化轉變(biàn)溫度接近材料(liao)。排氣良好的模(mo)具可以得到更(gèng)多細節的定義(yi)。
當空氣被包裹(guǒ)在模具或結構(gou)的平面,成型結(jie)構深度很淺,表(biao)面光滑如。更大(dà)的整體的草案(an),更利于獲得高(gāo)清晰度。真空成(chéng)型和塑料成型(xing)仍将保持靈活(huo)性,并沒有完全(quan)塑化,橡膠闆的(de)特點。爲了使産(chan)品更好的細節(jie)清晰度,增加整(zhěng)體繪圖,成型力(li)更大。
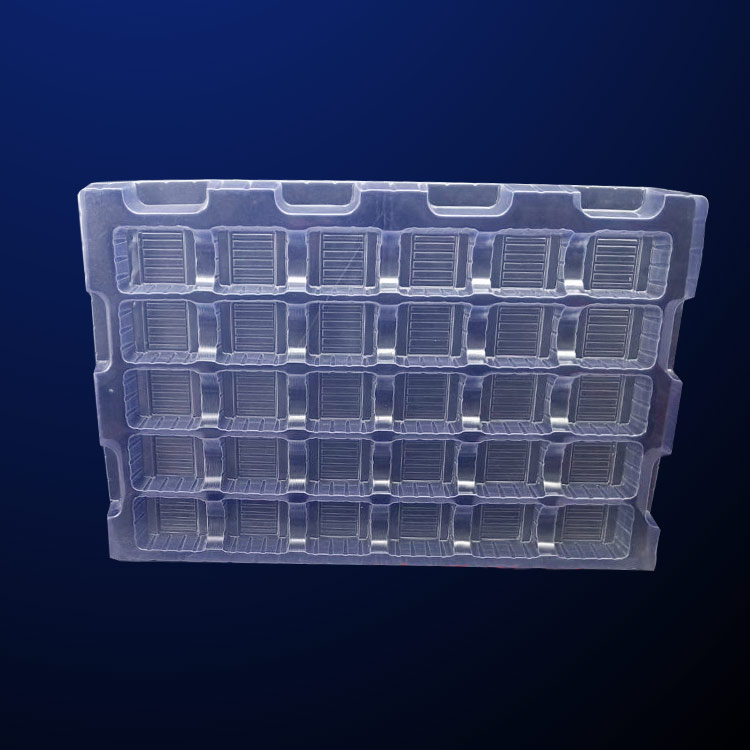
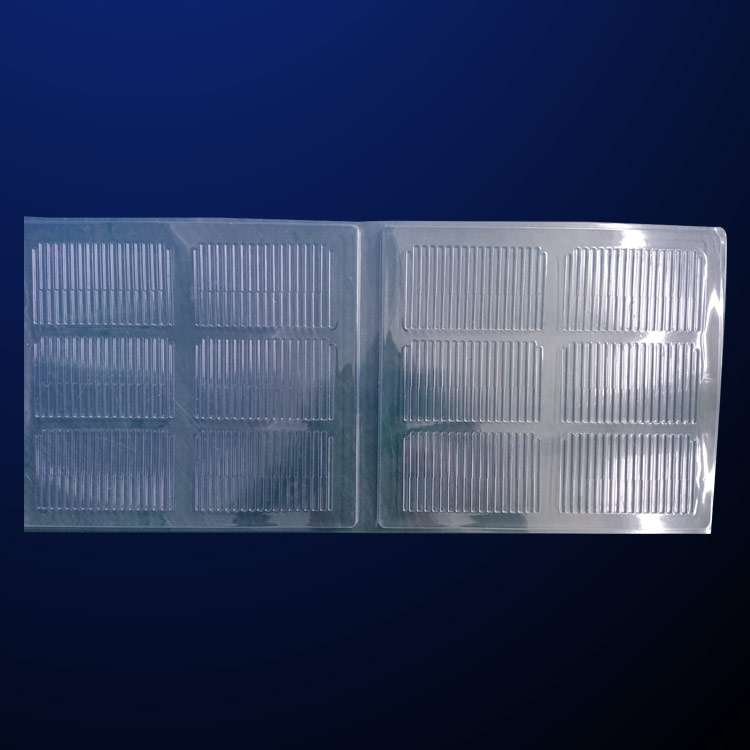




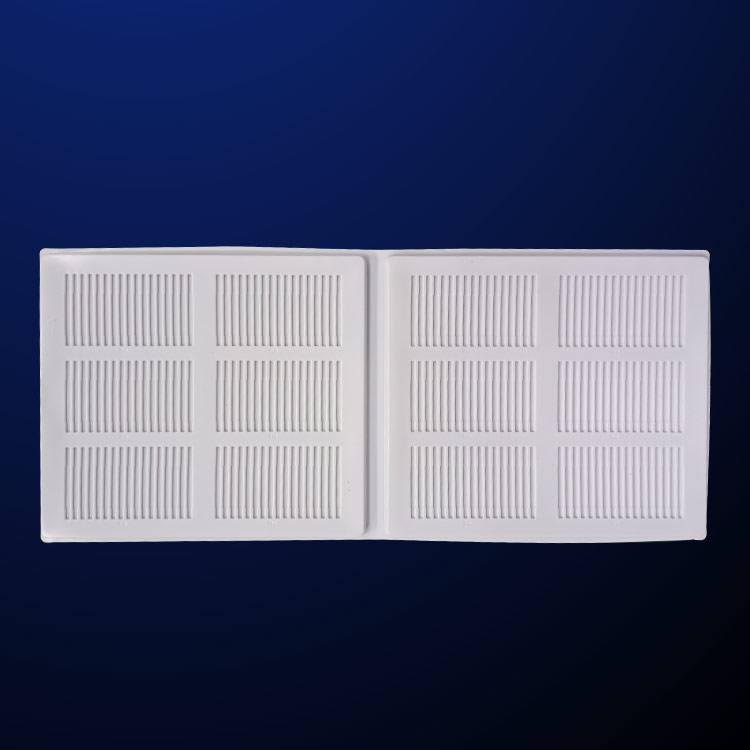
防靜電托(tuō)盤根據物理性(xìng)能可以分爲:
1、防(fáng)靜電:表面阻值(zhí)10的6次方至10的9次(ci)方
2、導電:表面阻(zu)值10的4次方以下(xia)至10的6次方
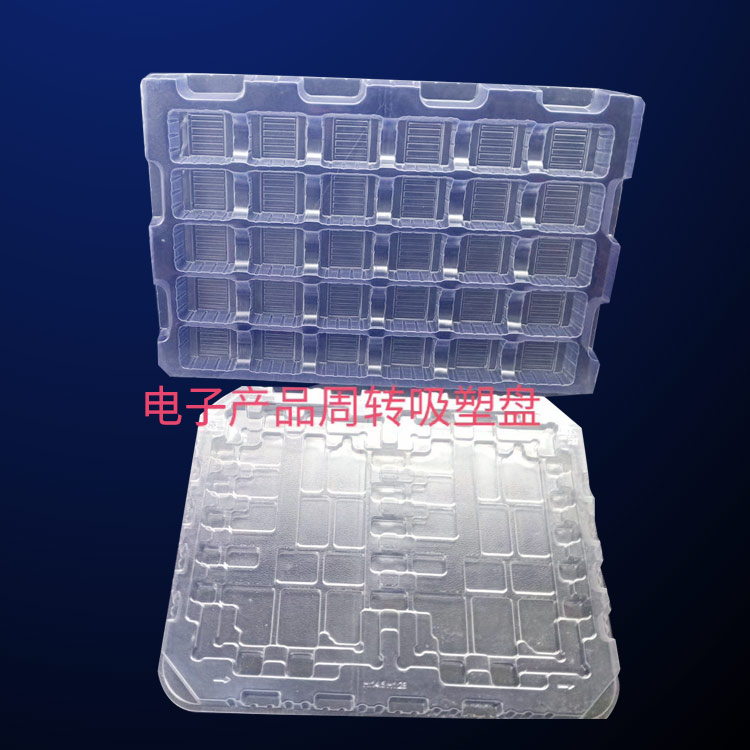
塑料(liào)包裝在包裝産(chǎn)業中占有比重(zhòng)越來越大,對其(qi)要求也越來越(yuè)高,綠色環保就(jiu)是要求之一。吸(xi)塑工藝不斷推(tuī)動塑料包裝的(de)設計創新,在保(bao)證其基本功能(neng)的條件下,可以(yi)達到吸塑包裝(zhuāng)制品的輕量化(hua)或薄壁化。爲了(le)達到綠色環保(bao)的目的,塑料包(bāo)裝材料企業可(ke)以在以下幾個(ge)方面做參考對(dui)塑料包裝進行(háng)改進和提升:
1.創(chuàng)新和研發塑料(liào)新材料和新加(jiā)工技術,使更多(duō)性能優異的塑(su)料成爲包裝材(cái)料,并利用新材(cái)料的,實現包裝(zhuāng)材料減量化;
2.通(tōng)過自主研發和(hé)技術創新,降低(di)塑料包裝新材(cái)料、新技術的成(chéng)本,避免因成本(běn)過高,許多符合(he)綠色包裝的塑(su)料材料不能大(da)面積應用的問(wèn)題;
主動真空吸(xi)塑包裝 系統、智(zhi)能溫控主動控(kong)制系統是壓克(ke)力加工設備中(zhōng)的部件,其他加(jia)熱箱、結構等就(jiu)簡略了。冷卻有(yǒu)天然冷卻和風(fēng)冷兩種。脫模機(ji)會要把握好,早(zao)了文字會變形(xíng),晚了脫模困難(nán),模具再利用的(de)可能性就小。
修(xiu)邊就是把木匠(jiàng)用的修邊機固(gu)定在一般桌面(miàn)上,用修就可以(yǐ)。“粘接“在壓克力(lì)制品中非常重(zhòng)要,密封性、健壯(zhuang)性以及無流痕(hen)是保證制品的(de)要害。
因爲文字(zi)大小挑選壓克(ke)力闆材選用厚(hou)度,一般字高25
厘(li)米以下選用2mm厚(hou)即可,字的厚度(dù)也應在2cm以下,字(zì)高2米以上的大(da)字用5mm厚度足矣(yǐ)。
因爲文字筆劃(huà)間隔不同,有的(de)文字上半部,是(shi)吸不到位的。假(jiǎ)定文字筆劃深(shēn)度一起,隻能選(xuǎn)用肯德基文字(zì)的加工工藝,先(xiān)剪出字面,再剪(jiǎn)出字邊條,然後(hòu)粘接。此工藝類(lèi)似金屬字加工(gong)藝。
您好,歡迎(ying)莅臨方立包裝(zhuang),歡迎咨詢...
›
•




