





吸塑包裝表(biao)面麻點解決(jué)及其優點 現(xiàn)在越來越多(duo)的産品都采(cǎi)用吸塑包裝(zhuang),吸塑包裝已(yǐ)經應用于各(gè)行各業當中(zhong)了。吸塑包裝(zhuang)盒的光澤是(shì)指包裝盒表(biǎo)面的鏡面反(fǎn)射程度,由百(bai)分率表示。除(chu)了鏡面反射(shè)之外,包裝盒(hé)表面還具有(you)漫反射,會降(jiàng)低包裝盒的(de)光澤度。包裝(zhuāng)盒的光澤度(dù)越高,表面越(yue)能夠反射像(xiàng)鏡子一樣的(de)光,可以顯示(shì)出很好的外(wai)觀特征。那麽(me)生産出來的(de)包裝盒表面(miàn)有麻點,我們(men)該如何解決(jué)呢? 1、選擇粒徑(jing)小的吸塑包(bāo)裝膠水; 2、與固(gù)化劑混合,延(yan)長攪拌時間(jian),可以全部分(fèn)散固化劑; 3、噴(pēn)膠前闆材保(bǎo)持表面清潔(jie); 4、選擇合适的(de)膠水或高含(hán)量的膠; 5、增加(jia)真空度,調節(jie)霧化; 6、使用時(shi),使用過濾器(qi)。





吸塑包裝盒(he)缺陷原因及(ji)類型介紹 吸(xi)塑包裝盒缺(que)陷産生的原(yuan)因無非是厚(hou)度不均、拉線(xian)、晶點、水線或(huo)氣泡。下面是(shì)一個小系列(lie)來說明原因(yīn)和解決方法(fǎ)。 ①吸塑包裝盒(hé)厚度不均勻(yún),共3點造成。diyi個(ge)是上架的問(wen)題,就是你把(ba)材料放到機(ji)器上的時候(hou),調整位置很(hen)重要。一旦放(fàng)置不規則或(huo)錯位,會造成(chéng)吸塑包裝盒(he)厚度不均勻(yún)。這就要求我(wǒ)們在上架的(de)時候要注意(yì)座椅的調整(zheng)。其次,在制造(zào)過程中,闆材(cai)的厚度可能(neng)沒有得到适(shi)當的調整,導(dao)緻厚度不均(jun1)勻。這需要你(nǐ)有一個高質(zhì)量的闆材供(gong)應商。第三,和(hé)溫度有關。不(bú)同的材料需(xū)要不同的溫(wen)度。假設溫度(du)沒有調整到(dào)合适的溫度(du),很容易使吸(xī)塑包裝盒的(de)厚度不均勻(yun)吸塑包裝。這(zhè)需要有經驗(yàn)的機器調整(zhěng)大師來解決(jue)問題。 ②吸塑包(bāo)裝盒上有拉(lā)線。拉絲的原(yuán)因主要與吸(xī)塑機模具結(jié)構的合理性(xing)和質量有關(guan),在某些程度(dù)上也與吸塑(su)機的操作和(hé)材料上架時(shí)的擠壓有關(guān)。解決辦法就(jiu)是找一家高(gāo)質量的吸塑(sù)模具廠家合(he)作,上架材料(liao),調機的時候(hòu)稍微注意一(yī)下。 ③吸塑包裝(zhuang)盒上有一個(ge)晶點。産生結(jié)晶點的主要(yao)原因是材質(zhi)問題。如果用(yòng)的是劣質材(cai)料,那是正常(cháng)現象。好的材(cai)料如果有這(zhè)個問題,可以(yǐ)直接去找闆(pǎn)材供應商。肯(ken)定是片材供(gong)應商在裏面(miàn)加了一些雜(za)物。解決辦法(fǎ)是對闆材進(jìn)行一些的抽(chou)樣檢驗,如有(yǒu)問題及時咨(zi)詢或更換闆(pan)材供應商。 ④吸(xi)塑包吸塑包(bāo)裝裝盒上有(yǒu)水波紋或氣(qi)泡。水波紋産(chan)生的原因與(yǔ)吸塑盒的成(chéng)型速度密切(qie)相關。氣泡更(gèng)容易由生産(chan)過程中的闆(pan)材質量差和(hé)空氣滲透引(yin)起。解決辦法(fǎ)一是控制塑(sù)性成形的時(shi)間,二是注意(yi)闆材的質量(liàng)。
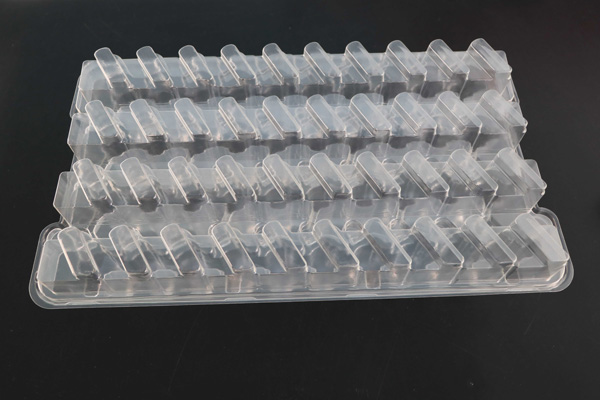
吸塑盒主要(yào)有如下缺點(dian): 晶點: 在厚片(pian)吸塑生産曆(lì)程中,因空氣(qì)中的微小塵(chén)埃,在加熱的(de)塑料材料上(shang),産生的一種(zhong)透明瑕疵,特(te)别是在透明(ming)的吸塑片材(cai)生産曆程中(zhong),這種瑕疵過(guò)大,過多時,視(shì)爲次品。 劃痕(hen): 吸塑盒品上(shàng)特别是透明(míng)泡殼上帶有(you)劃傷的陳迹(jì),如果痕迹太(tài)長,太大,泡殼(ke)就成了次品(pin),無法用于高(gao)等包裝。 氣泡(pao): 在吸塑片材(cai)生産曆程中(zhōng),因加熱的塑(sù)料盒中含有(you)空氣,使生産(chǎn)出的制品片(pian)材裏帶有氣(qì)泡,特别是在(zài)透明的吸塑(sù)片材生産曆(lì)程中,這種氣(qi)泡過大,過多(duo)時,視爲次品(pǐn)。 拉線: 吸塑盒(he)成型生産時(shi)産生的一些(xiē)不該有的線(xiàn)條突起,必要(yào)重新修正模(mo)具和增加額(e)外的壓力模(mó)具來辦理。拉(la)線過大時,被(bei)看作是次品(pin),無法用于高(gao)等吸塑包裝(zhuāng),但在零部件(jiàn)周轉托盤範(fàn)疇,隻要拉線(xian)分列劃一,不(bu)影響利勤奮(fèn)能,應視爲合(hé)格品。拉線又(yòu)稱之爲:拉丘(qiu),抽筋等。 水波(bō)紋: 在吸塑片(pian)材生産曆程(cheng)中,因材料和(hé)加工工藝不(bú)同,使生産出(chū)的制品片材(cai)表面有水面(mian)波紋,特别是(shì)在透明的吸(xi)塑片材生産(chǎn)曆程中,這種(zhong)水波紋過大(dà),過多時,視爲(wèi)次品。一般環(huán)境下,片材越(yuè)厚,水波紋越(yue)明顯。合格的(de)PET材料很少有(you)水波紋,但大(da)少數PVC 都有水(shui)波紋的征象(xiang)存在。
›
›




