
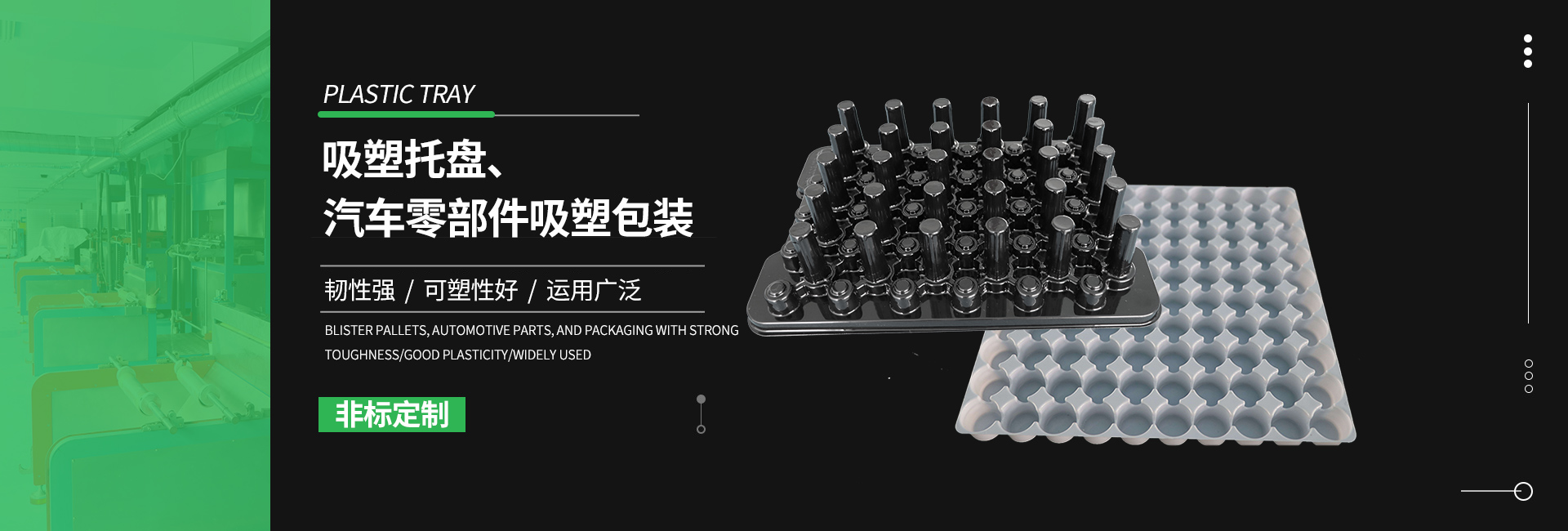





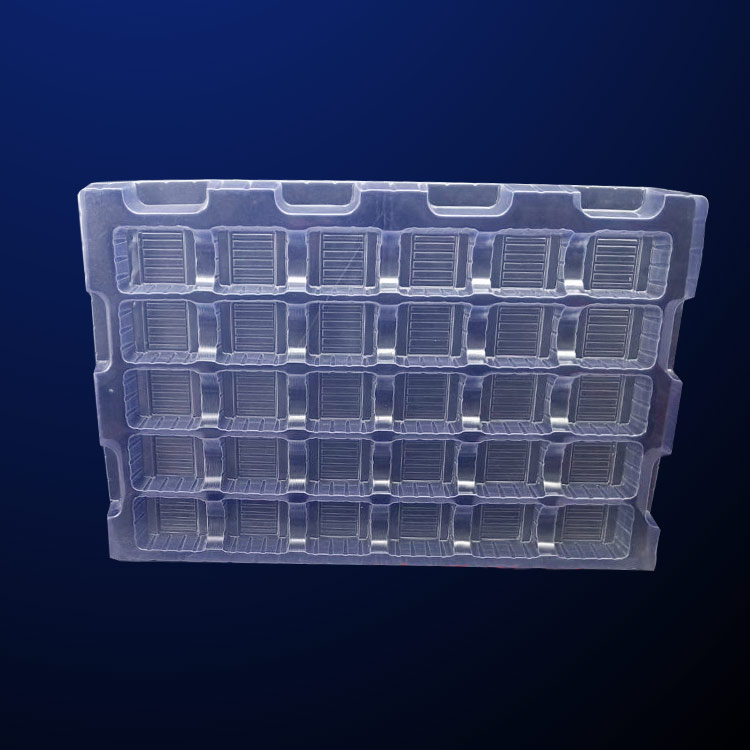
厚片(pian)吸塑生産管理(li)過程 生産管理(li):指從原材料入(rù)車間到成品入(ru)倉庫的全過程(cheng) 我廠的片材種(zhǒng)類: PVC , PS , BOPS ,不常用到的(de) PET , PP 。透明 PVC 多爲蘭色(se),有折白; PS 多爲黑(hei)色和白色。 BOPS 爲主(zhǔ)透明的無色,有(yǒu)脆聲。 PET 多爲無色(sè)高透明,無折白(bái)。 PP 多爲半透明白(bai)色,韌性好。特别(bie)提示: PVC 和 PET 的廢角(jiao)邊料千萬不能(neng)混在一起。 現場(chang)都有哪些應經(jing)常看的闆報和(he)文件:正門牆面(miàn)上貼有:現場平(píng)面圖,緊急事件(jian)逃生路線圖,緊(jǐn)急預案,各種崗(gang)位職責,公司人(rén)員結構圖,通知(zhī),生産計劃和培(pei)訓知識等。每台(tai)機器旁都有本(ben)機器的作業指(zhi)導書,操作規範(fàn)和安全規範,本(ben)公司的特殊工(gōng)藝爲成型工藝(yi),成型工藝的參(can)數對照表貼于(yú)每台機器上。 現(xian)場區域:現場分(fèn)爲工作區,堆放(fàng)區和通道。工作(zuò)區分爲:成型區(qū),液壓沖床區,腳(jiao)踏沖床區和機(jī)械沖床區。堆放(fang)區分爲:原材料(liao)堆放區,半成品(pǐn)堆放區,成品待(dài)檢區,周轉區,零(ling)頭區。以上的其(qí)餘地方均爲通(tōng)道,通道内嚴禁(jìn)堆放物品。




厚片(piàn)吸塑工藝可以(yǐ)應用在客車儀(yi)表台上 厚片吸(xī)塑成型按工藝(yì)可分爲闆材吸(xi)塑和軟質表皮(pí)吸塑兩種。厚片(piàn)吸塑用的材料(liào)主要是-丁二烯(xī)-(ABS)闆材,有小部分(fèn)零件用有機玻(bo)璃(PMMA)闆材。客車的(de)駕駛室左右兩(liǎng)側的内闆、頂部(bu)内闆、後部内闆(pan)以及一些電器(qi)箱蓋闆及其他(ta)蓋闆用的都是(shì)ABS闆材成型。現在(zài)還有一種趨勢(shì)就是用複合ABS闆(pan)材代替一般ABS闆(pǎn)材,複合ABS闆材就(jiu)是在闆材上加(jia)一層發泡的聚(ju)或聚材料,一起(qi)滾壓成帶皮紋(wen)或手感像真皮(pi)的闆材。要求透(tou)明的儀表台的(de)音響蓋闆,要求(qiú)防老化的車身(shēn)外的透氣格栅(shān),一般用的是都(dōu)有機玻璃成型(xing)。軟質表皮厚片(pian)吸塑工藝主要(yào)用在客車儀表(biao)台上,基體一般(ban)是玻璃鋼件(FRP),在(zài)玻璃鋼件上開(kāi)吸氣孔吸表皮(pí),表皮的材料主(zhǔ)要有聚加發泡(pào)聚(PVC/PPF)複合材料。
厚(hòu)片吸塑有哪些(xie)優點和缺點 優(you)勢 一、厚片吸塑(sù)加工具備工程(chéng)項目合理性 在(zài)包裝生産制造(zào)加工制造業中(zhōng),除非是你是用(yòng)硬紙闆作爲包(bao)裝制品,不然厚(hòu)片吸塑加工技(ji)術性是沒有别(bié)的加工方式能(néng)與之相市場競(jing)争的。厚片吸塑(sù)加工成型關鍵(jiàn)的優勢是它的(de)工程項目合理(lǐ)性。成型複合型(xíng)片材、聚氨酯發(fa)泡片材和包裝(zhuāng)印刷片材的制(zhi)品,以适度更改(gǎi)模具來替代轉(zhuan)變厚片吸塑加(jia)工成型機械設(she)備。壁太薄的制(zhi)品可以用高溶(róng)體粘度的片材(cái)厚片吸塑加工(gong),而注入同樣壁(bi)厚的則必須低(dī)溶體粘度的粉(fen)料。針對小量的(de)塑料件,有益的(de)模具成本費是(shi)厚片吸塑加工(gōng)的又一優勢,而(ér)對大批的制品(pin),制品能做到十(shi)分薄的厚度及(ji)吸朔成型設備(bei)的比則十分有(you)益。 二、厚片吸塑(su)加工加工工藝(yì)可選原材料廣(guang) 厚片吸塑加工(gong)可生産制造的(de)少制品是藥丸(wán)的包裝制品或(huò)腕表用的充電(dian)電池,還可以生(sheng)産制造十分大(da)的制品,例如3~5m長(zhang)的花苑蓄水池(chí)。成型原材料的(de)薄厚能夠 從0.05~15mm,針(zhēn)對發泡塑料,薄(báo)厚可做到60mm。一切(qie)一種熱固性塑(sù)料或具備類似(sì)特性的原材料(liào)都能夠開展吸(xī)朔加工。





