
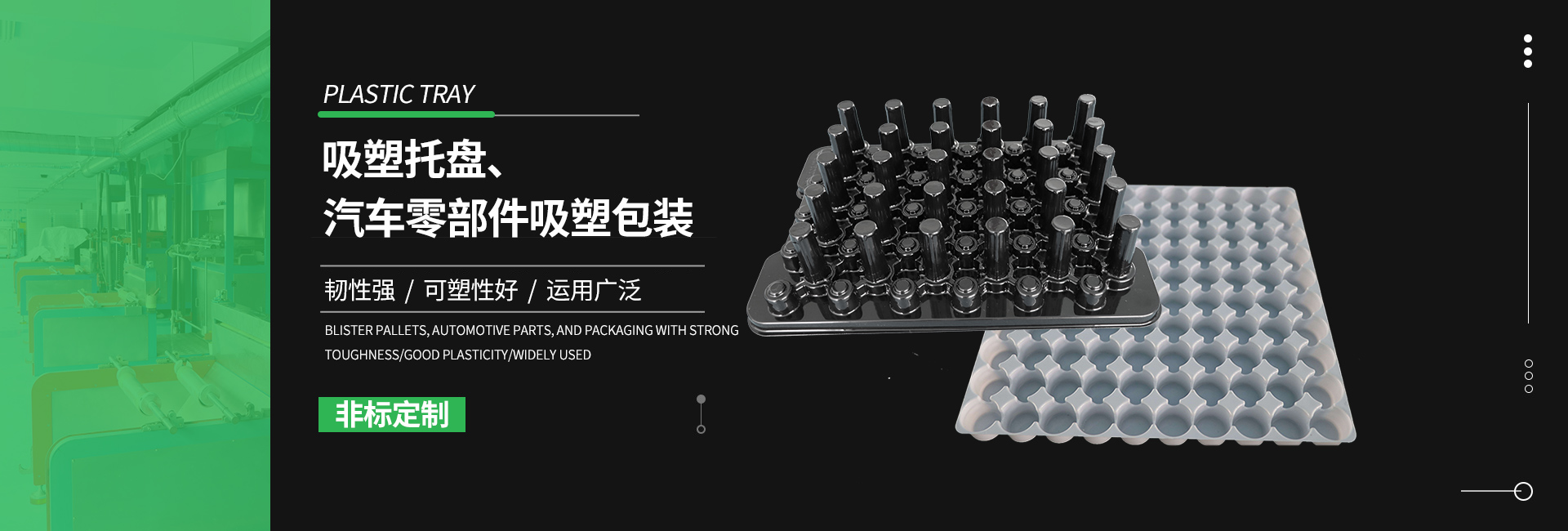





abs吸塑加工生産(chan)流程: 一、闆材處理(lǐ) 前期是需要對abs闆(pǎn)材進行高溫處理(li)的,蒸發掉闆材裏(li)面的水汽,不然吸(xī)塑出來的産品會(hui)出現大量的水泡(pào)。 二、切割: abs吸塑加工(gong)需要根據客戶對(dui)于産品尺寸的要(yào)求,對整張abs闆材進(jìn)行相應的切割,從(cong)而達到産品的原(yuan)料的合理化利用(yong),降低生産成本。 三(sān)、片材固定+加熱+成(chéng)型+脫模: 所謂的abs吸(xi)塑,其實就是采用(yong)半自動吸塑機設(she)備,将成卷的abs片材(cái)固定,并拉進吸塑(sù)機中的電爐烘箱(xiang)内進行加熱至闆(pǎn)材達軟化;再乘熱(re)拉到産品模具(吸(xī)塑模具事先放置(zhì)于吸塑機的模具(jù)放置位置)上方,模(mó)具上移并抽真空(kōng),将軟化的abs闆材吸(xi)附到模具表面,等(děng)待冷卻成型,同時(shí)将冷卻水以霧狀(zhuang)噴于成型片材表(biǎo)面,使其硬化,然後(hòu)脫模。一個abs吸塑成(cheng)品基本成型。 成型(xíng)的abs吸塑産品廣泛(fan)用于電子、電器行(hang)業,食品行業,五金(jin)工具,化妝品行業(ye),玩具行業、日用品(pin)行業,、,汽車,文具、文(wen)體用品等類别的(de)行業。古德邦亞克(kè)力吸塑成品外觀(guan)精美,品質優良。




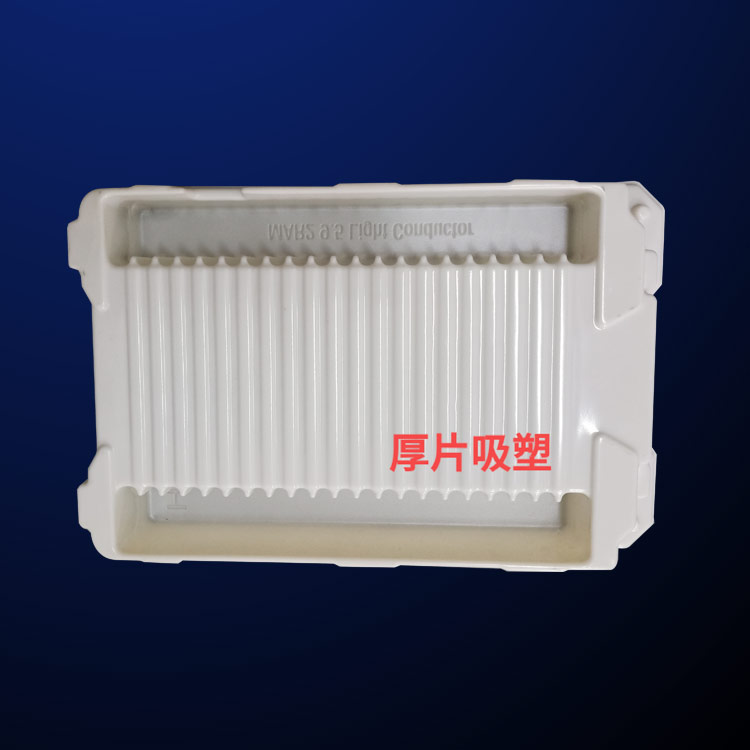
如(ru)何分辨厚片吸塑(su)産品缺陷 拉線:厚(hou)吸塑成型生産時(shi)産生的一些不應(yīng)有的線條突起(模(mó)具上沒有的),需要(yào)重新修改模具(降(jiang)低高度和增加園(yuan)滑度)和增加額外(wai)的壓力模具(我們(men)稱之爲上模)來解(jiě)決。拉線過大時,被(bei)看作是次品,無法(fǎ)用于吸塑包裝,但(dan)在零部件周轉托(tuo)盤領域,隻要拉線(xiàn)排列整齊,不影響(xiǎng)使用功能,應視爲(wèi)合格品。拉線又稱(cheng)之爲:拉丘,抽筋等(děng)。 劃痕:厚吸塑成品(pin)上特别是透明泡(pào)殼上帶有劃傷的(de)痕迹,如果痕迹太(tài)長,太大,泡殼就成(cheng)了次品,無法用于(yú)包裝。 晶點:在厚吸(xi)塑闆材生産過程(chéng)中,因空氣中的細(xi)小塵埃,掉在加熱(rè)的塑料材料上,産(chǎn)生的一種透明瑕(xiá)疵,特别是在透明(míng)的厚吸塑闆材生(shēng)産過程中,這種瑕(xiá)疵過大,過多時,視(shi)爲次品。 氣泡:在厚(hou)吸塑闆材生産過(guò)程中,因加熱的塑(su)料材料中含有空(kōng)氣,使生産出的成(cheng)品片材裏帶有氣(qì)泡,特别是在透明(míng)的吸塑片材生産(chan)過程中,這種氣泡(pào)過大,過多時,視爲(wei)次品。 水波紋:在厚(hòu)吸塑闆材生産過(guò)程中,因材料和加(jia)工工藝不同,使生(shēng)産出的成品片材(cai)表面有水面波紋(wen),特别是在透明的(de)厚吸塑闆材生産(chǎn)過程中,這種水波(bō)紋過大,過多時,視(shì)爲次品。一般情況(kuàng)下,片材越厚,水波(bō)紋越明顯。合格的(de)PET材料很少有水波(bō)紋,但大多數PVC都有(yǒu)水波紋的現象存(cún)在。

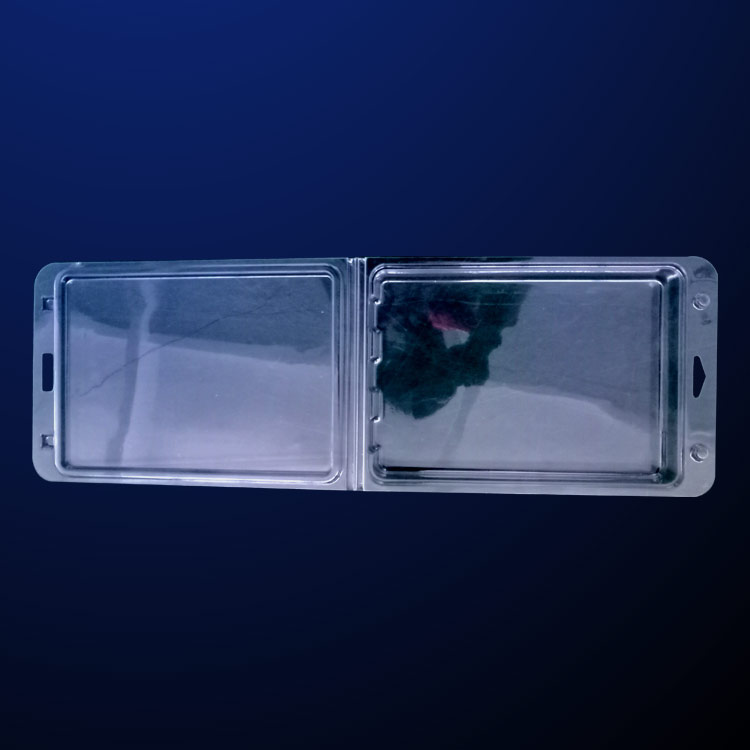
PS片材及其制品(pǐn)介紹 PS片材是近年(nián)發展起來的新型(xing)環保包裝材料,憑(píng)着其優良熱成型(xing)性能,良好的抗衛(wei)擊爲性能、環保性(xing)能及衛生性能,廣(guang)泛應用于、食品、玩(wán)具、電子和服裝。 主(zhǔ)要特點: 1. 産生靜電(diàn)低,适合于要求低(di)靜電産品之包裝(zhuang)。 2. 易于真空成型,且(qiě)制品具有良好的(de)抗衛擊性能。 3. 具有(you)良好衛生性能,可(ke)直接與食品接觸(chu),不産生有害無益(yi)。 4. 易着色處理,可做(zuo)成顔色各異的材(cai)料,生産成不同顔(ya)色的真空罩。 5. 硬度(dù)良好,此種片材料(liao)與同等厚度的其(qí)它片材料比較其(qí)硬度較佳。熱成型(xíng)杯可作爲冷熱飲(yin)杯。 6.符合環境保護(hu)要求,可回收再利(li)用,焚燒其廢棄物(wù)時,不産生危害環(huan)增的有害物質。 厚(hou)片吸塑成形的調(diào)機技術

›
›




