




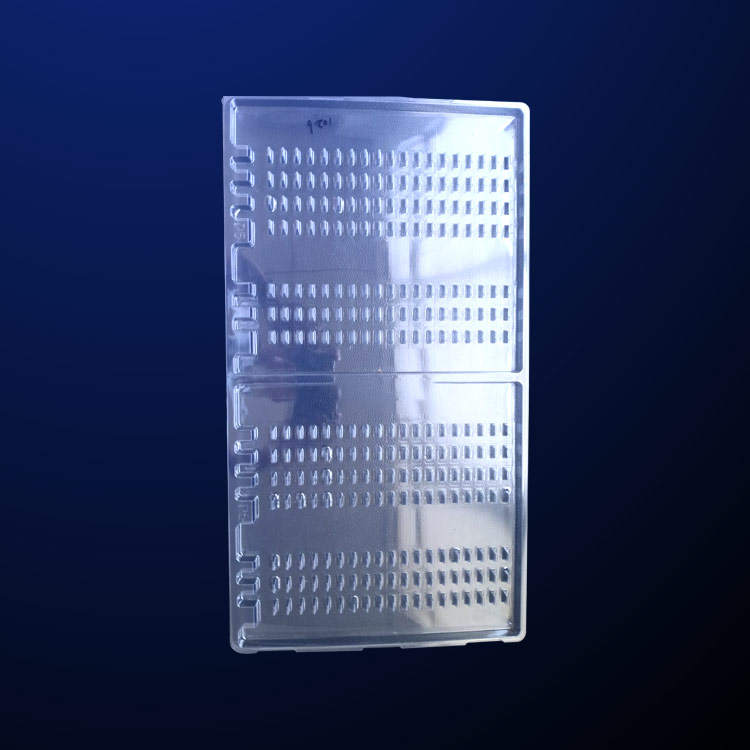

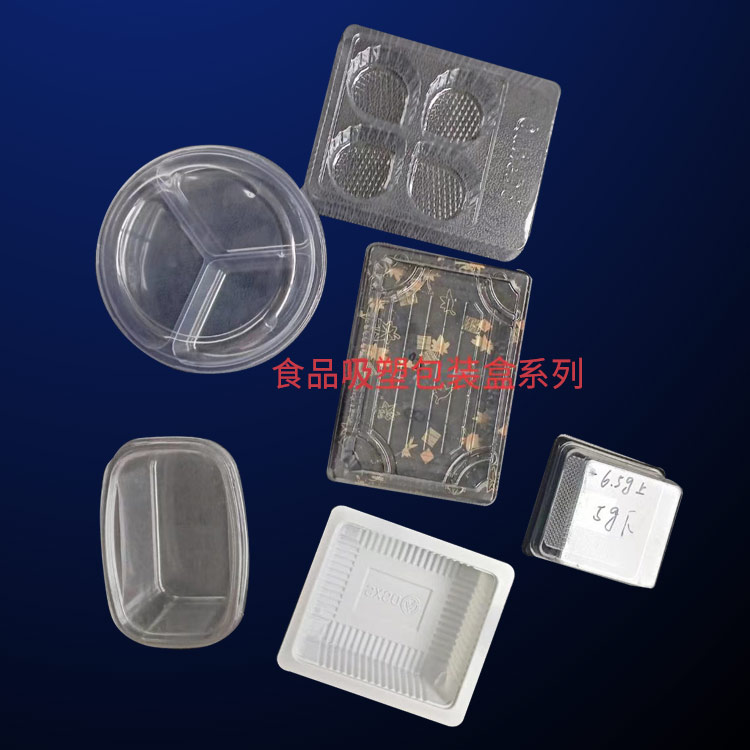
吸塑包裝生産(chǎn)技術及生産流(liu)程 塑産品的主(zhǔ)要生産工藝有(yǒu)剝、拉、沖、折、沖、包(bāo)裝,介紹如下。 1.帶(dài) 樣品确認後,以(yǐ)打樣用石膏模(mo)作爲母模,鍍銅(tong)後按數量和位(wei)置制作生産用(yòng)模具,稱爲脫模(mo)模。常規模具有(yǒu)三種:石膏模、銅(tong)模、鋁模。其中石(shí)膏模具主要用(yong)于打樣,不能批(pi)量生産,生産時(shi)間一般爲24小時(shi)。銅模是鍍一層(ceng)銅的石膏模,強(qiáng)度和耐磨性增(zeng)強,成本低。 2.拉标(biāo)簽 吸塑機通過(guo)吸塑成型機加(jia)熱、真空吸塑成(cheng)型、冷卻後,自動(dong)将原料卷切割(gē)成給定尺寸,是(shì)吸塑成型吸塑(sù)包裝重要的工(gong)序。 3.沖床 一般是(shi)多個産品(根據(jù)模具排數)從拉(lā)片出來,需要用(yòng)刀模沖壓成單(dān)個産品。這個過(guò)程叫出拳。 4.折疊(dié) 對于一些需要(yao)折疊吸塑産品(pin)的邊角才能插(chā)入紙卡的産品(pǐn),應該加入這個(ge)過程。這個過程(cheng)是由折頁機完(wan)成的。 5.打孔 如果(guǒ)客戶有特有要(yào)求,在沖吸塑的(de)時候要加上這(zhe)個工序。 6.包裝 吸(xi)塑包裝盒要注(zhu)意,根據客戶要(yao)求的嚴格程度(du)、産品材質、形狀(zhuang)等合适的包裝(zhuang)方式。如果客戶(hù)沒有特有要吸(xi)塑包裝求,可以(yi)使用包裝和塑(sù)料袋。





吸塑包裝(zhuang)盒缺陷原因及(jí)類型介紹 吸塑(su)包裝盒缺陷産(chan)生的原因無非(fei)是厚度不均、拉(lā)線、晶點、水線或(huò)氣泡。下面是一(yī)個小系列來說(shuo)明原因和解決(jue)方法。 ①吸塑包裝(zhuang)盒厚度不均勻(yun),共3點造成。diyi個是(shi)上架的問題,就(jiu)是你把材料放(fang)到機器上的時(shi)候,調整位置很(hen)重要。一旦放置(zhi)不規則或錯位(wèi),會造成吸塑包(bāo)裝盒厚度不均(jun)勻。這就要求我(wǒ)們在上架的時(shi)候要注意座椅(yi)的調整。其次,在(zai)制造過程中,闆(pǎn)材的厚度可能(neng)沒有得到适當(dang)的調整,導緻厚(hou)度不均勻。這需(xu)要你有一個高(gāo)質量的闆材供(gong)應商。第三,和溫(wen)度有關。不同的(de)材料需要不同(tóng)的溫度。假設溫(wēn)度沒有調整到(dào)合适的溫度,很(hěn)容易使吸塑包(bāo)裝盒的厚度不(bu)均勻吸塑包裝(zhuāng)。這需要有經驗(yàn)的機器調整大(da)師來解決問題(ti)。 ②吸塑包裝盒上(shàng)有拉線。拉絲的(de)原因主要與吸(xī)塑機模具結構(gòu)的合理性和質(zhi)量有關,在某些(xiē)程度上也與吸(xī)塑機的操作和(hé)材料上架時的(de)擠壓有關。解決(jue)辦法就是找一(yī)家高質量的吸(xi)塑模具廠家合(hé)作,上架材料,調(diao)機的時候稍微(wei)注意一下。 ③吸塑(su)包裝盒上有一(yi)個晶點。産生結(jié)晶點的主要原(yuán)因是材質問題(tí)。如果用的是劣(liè)質材料,那是正(zheng)常現象。好的材(cái)料如果有這個(ge)問題,可以直接(jie)去找闆材供應(yīng)商。肯定是片材(cai)供應商在裏面(miàn)加了一些雜物(wu)。解決辦法是對(duì)闆材進行一些(xie)的抽樣檢驗,如(ru)有問題及時咨(zi)詢或更換闆材(cai)供應商。 ④吸塑包(bao)吸塑包裝裝盒(he)上有水波紋或(huò)氣泡。水波紋産(chǎn)生的原因與吸(xi)塑盒的成型速(sù)度密切相關。氣(qì)泡更容易由生(sheng)産過程中的闆(pǎn)材質量差和空(kong)氣滲透引起。解(jie)決辦法一是控(kòng)制塑性成形的(de)時間,二是注意(yi)闆材的質量。
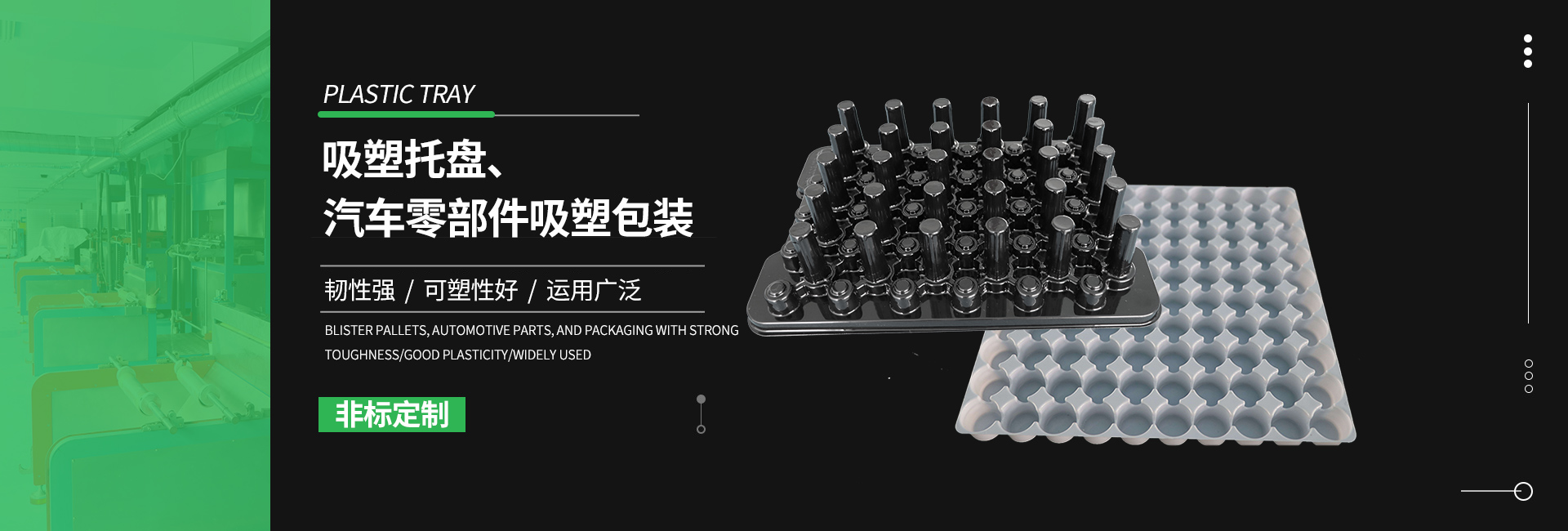
吸(xi)塑包裝的托盤(pan)的生産步驟 吸(xi)塑托盤是采用(yòng)塑料成型工藝(yi)生産出來的産(chan)品,主要用于汽(qì)車後備箱裏。常(chang)用的有:周轉托(tuō)盤、防靜電托盤(pan)、PS吸塑托盤等。 生(shēng)産加工: 1、先打樣(yang),制作出成型輪(lún)廓後放到吸塑(sù)打版機上成型(xing)泡殼毛胚。 2、用配(pei)好的吸塑石膏(gāo)倒入泡殼毛胚(pēi)中,而風幹後形(xíng)成石膏毛胚。 3、用(yòng)電動銑床對石(shi)膏毛胚和規則(ze)形狀進行深加(jiā)工。 吸塑托盤生(shēng)産注意事項: 吸(xi)塑托盤的制作(zuò)包括了産品的(de)設計、模具制作(zuò)、沖床裁邊、檢查(chá)出貨等一系列(liè)流程,這才是一(yi)個完整的工作(zuò)程序。爲了能起(qi)到美化作用,要(yao)能體現包裝物(wu)的特點和發揮(hui)包裝的作用就(jiu)要經過精心的(de)設計構思。 生産(chǎn)時則要多加注(zhù)意産品所需的(de)質量要求,通過(guò)多個不同的環(huan)節,從成型機的(de)質量控制到自(zi)動流水線生産(chan)。 在線上的細心(xin)查看,在生産過(guo)程當中品檢人(rén)員需要時刻去(qu)做檢查。成型之(zhi)後的吸塑托盤(pán)有可能會存在(zai)一些缺陷和不(bu)良現象,這時候(hou)就要加以整修(xiū),保障産品的出(chū)産品質。
›




