




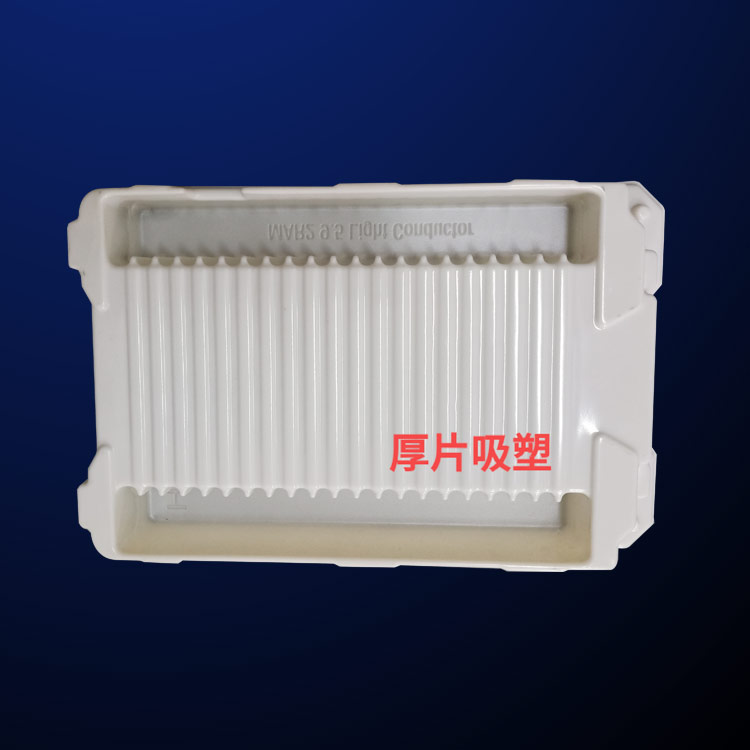

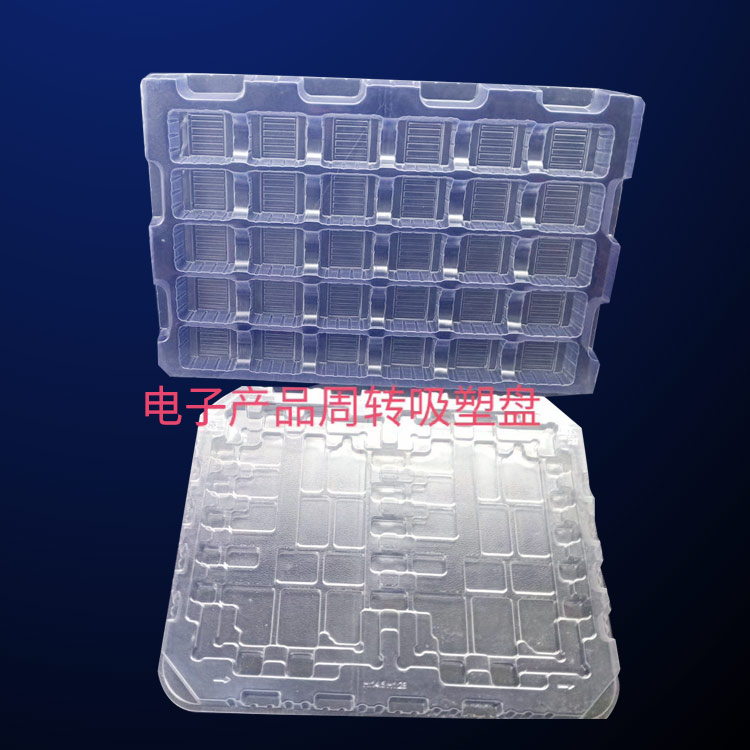
吸塑包裝 制(zhi)品是将片材(cai)加熱後利用(yòng)真空吸附在(zai)吸塑成型模(mó)具上,經過冷(lěng)卻後達到成(chéng)型的目的;
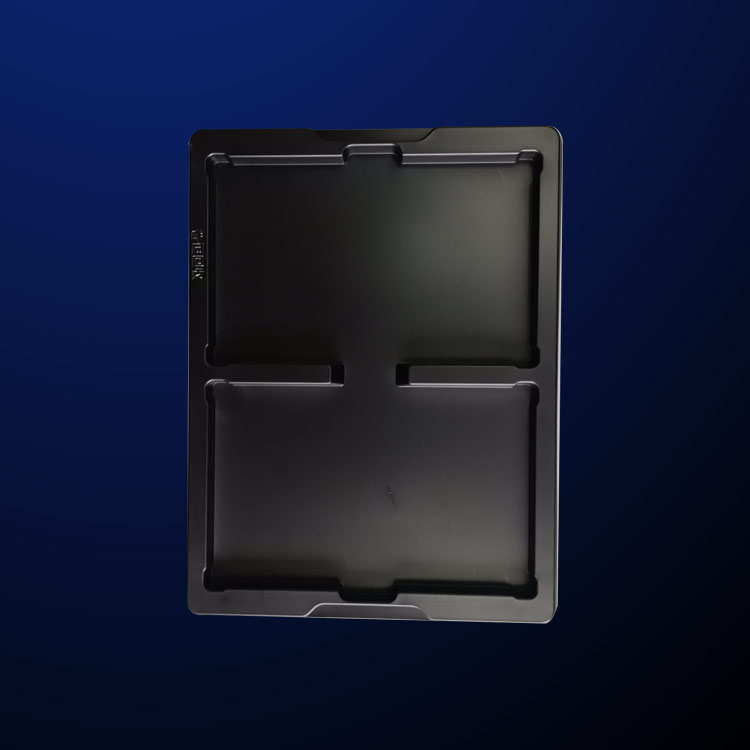
區(qū)别還是比較(jiào)大的,吸塑一(yi)般适合包裝(zhuāng)、托盤、裝飾等(děng)使用。
注塑:将(jiāng)熔融料由注(zhu)塑機射到模(mó)具中的成型(xíng)制品的方法(fǎ)。
吹塑:将熔融(róng)料經口模吹(chuī)成管狀,然後(hou)再拉伸成膜(mó)或擠到兩半(ban)模中成型出(chū)制品。
吸塑:屬(shu)二次加工,将(jiang)片材加熱至(zhi)高彈态,覆蓋(gài)到真空成型(xíng)模具上,抽真(zhen)空後,得制品(pǐn),再裁邊。





導緻(zhi)吸塑産品 厚(hòu)薄度不均勻(yún)的原因有哪(na)些
1、吸塑産品(pin)厚薄度不均(jun1)勻與片材有(you)關系的就是(shì)片材在生産(chan)的過程當中(zhong)沒有将厚度(du)調好,所以才(cái)會導緻這樣(yàng)的質量問題(ti)。
2、溫度的調試(shì)和吸塑産品(pin)厚薄度不均(jun1)勻也有直接(jie)關系的,而且(qiě)要根據不同(tóng)的模具不同(tóng)的材料調節(jiē)相對應溫度(du)的高低,否則(ze)就出現了不(bú)均勻的現象(xiàng)。
3、上架在壓吸(xī)塑包裝産品(pǐn)的時候位置(zhi)的調整是很(hěn)關鍵的,要是(shì)有錯位或擺(bǎi)放不合理的(de)現象時,出現(xiàn)會産生厚度(dù)不均勻。
使用(yong)更新,使用對(duì)于物品來說(shuō)也是一大更(geng)變,很多物品(pǐn)商會借鑒老(lao)舊吸塑盒産(chan)品的優勢使(shi)用在不同的(de)物品上,使用(yong)目的就是增(zeng)加獨有增加(jia)物品的立體(ti)感,包裝就像(xiàng)是衣服一樣(yàng)可以進行各(ge)樣式的搭配(pèi),常常會說的(de)包裝适合什(shí)麽樣的物品(pǐn),大多使用在(zai)什麽物品上(shàng),其實包裝能(néng)進行各種的(de)混搭也可以(yǐ)做出創新效(xiao)果。
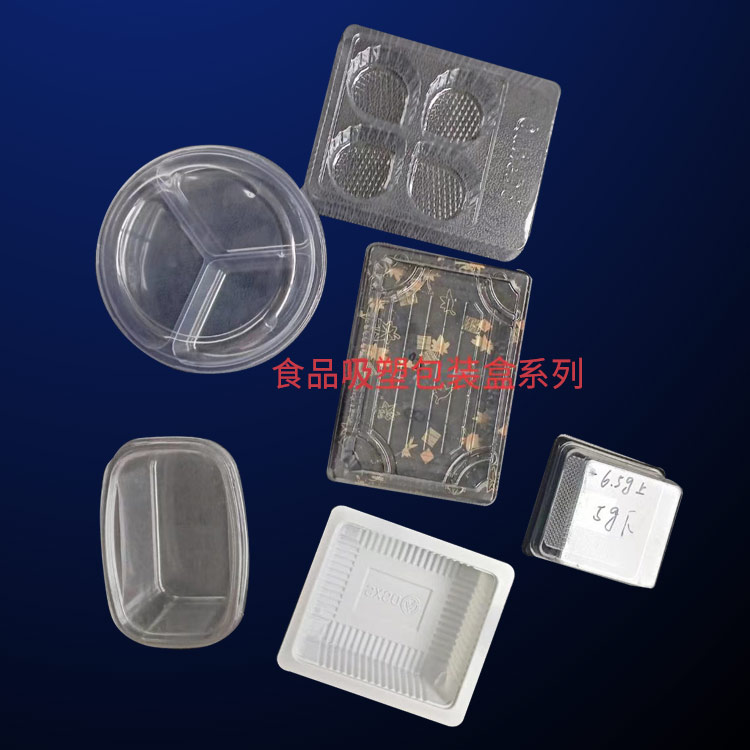
食品吸塑(sù) 脆盤要用什(shi)麽材質?
PP吸塑材(cai)質常見的顔(ya)色是白色、黑(hēi)色或者本性(xìng)(即乳白色),在(zài)薄片吸塑裏(lǐ)面PP資料是沒(mei)有透明的,透(tòu)也隻是那種(zhǒng)半透明的乳(rǔ)白色;而PET常見(jian)的隻要透明(míng)的顔色,很少(shǎo)用黑色或者(zhe)白色。
PET吸塑包(bāo)裝既可耐高(gāo)溫又可耐低(dī)溫,但是耐低(di)溫和耐高溫(wen)效果都不是(shì)特别突出。所(suo)以普通是用(yong)于工廠水餃(jiǎo),小籠包,湯圓(yuan)類冷凍面試(shì)包裝,由于這(zhè)些産品對耐(nài)高溫和耐低(di)溫請求都不(bu)高,這種吸塑(sù)包裝也不能(néng)放微鍋爐高(gāo)溫加工的。
食(shí)品吸塑包裝(zhuang)
PP吸塑材質具(ju)有良好的耐(nai)低溫和耐高(gāo)溫性能,所以(yi)有的産品同(tong)時需求耐高(gao)溫和耐低溫(wēn)我們普通都(dōu)是選用明PP資(zi)料消費産品(pǐn),這種PP資料消(xiao)費的産品放(fàng)微鍋爐裏面(mian)高溫加工也(ye)是沒問題的(de)。
›
•·




