







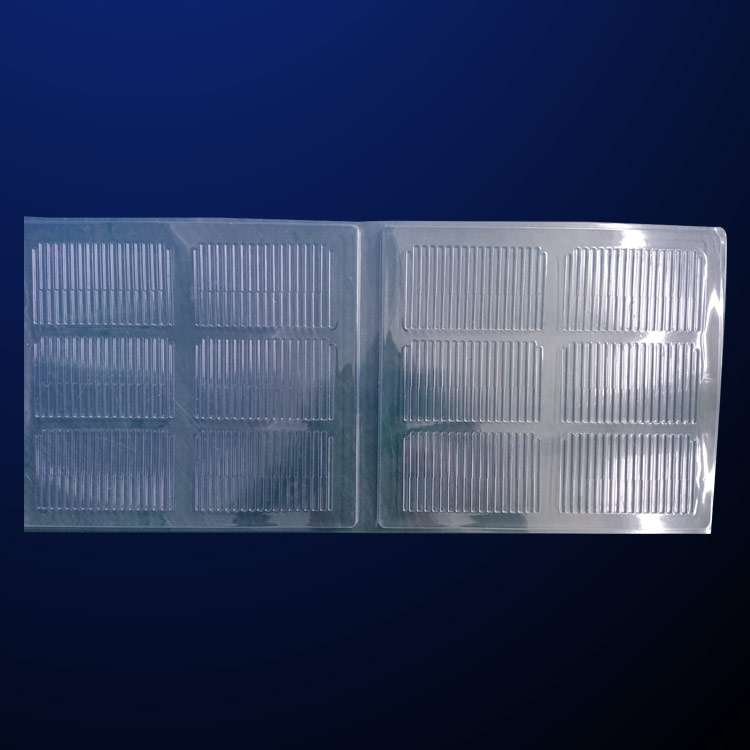




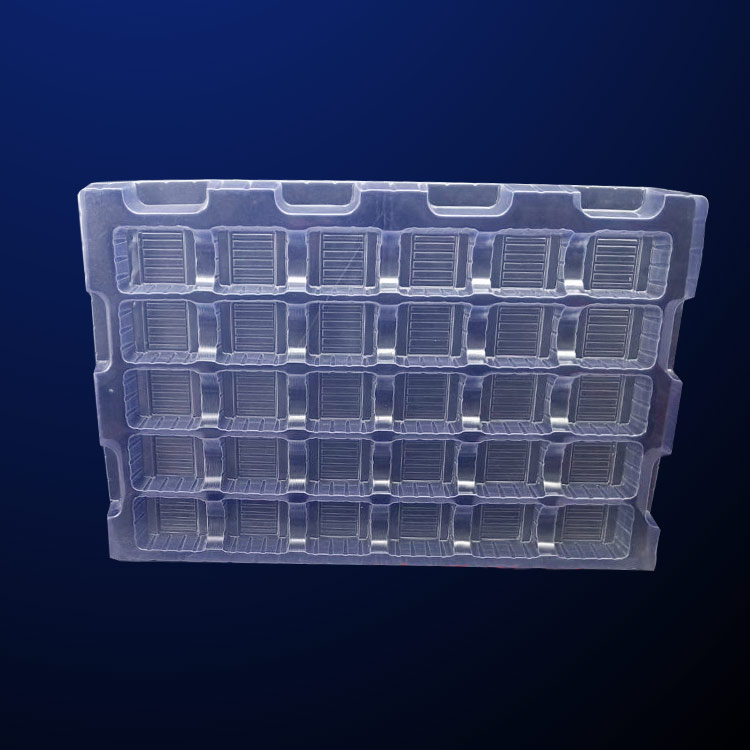
吸塑包裝(zhuang) 在生産過程中(zhōng),吸塑不成形是(shì)指材料形狀變(bian)形,沒有吸塑成(chéng)與模具相同形(xing)狀的産品。吸塑(su)機吸塑形狀的(de)改變,原因可能(neng)有以下幾個方(fāng)面:
1、片材加熱溫(wen)度太低。具體改(gai)善方法爲:
(1)調整(zhěng)(延長)加熱時間(jian)。
(2)提高電爐溫度(du)。
(3)檢查電爐是否(fou)損壞(部分)。
2、吸塑(sù)機真空眼堵塞(sai)。具體改善方法(fa)爲:
(1)檢查真空眼(yan)是否堵塞,真空(kong)孔是否足夠。
(2)将(jiang)模具表面真空(kong)眼重新鑽孔,保(bǎo)持暢通。
3、吸塑機(jī)真空不夠。具體(ti)改善方法爲:
(1)增(zeng)大抽真空時間(jiān)。
(2)換用較強功的(de)真空泵。
(3)檢查模(mo)具是否漏氣,密(mì)封是否良好。
4、上(shang)模配合不當(未(wei)壓到位)。具體改(gǎi)善方法爲:
(1)仔細(xì)觀察上模壓下(xia)來,查看不到位(wei)的位置,檢查助(zhù)吸是否恰當。
(2)加(jia)快上模下降速(sù)度。
清晰度的細(xi)節由以下幾個(ge)因素:塑料闆材(cái)厚度成型闆成(cheng)型溫度真空成(cheng)型力的注塑成(chéng)型模具溫度模(mó)具排氣系統的(de)厚度方向型LED伸(shen)長高抗沖聚,聚(ju),聚乙烯,ABS和PPE是成(cheng)型産品,爲清晰(xī)起見,良好的塑(sù)料。PC機,APET,PVC的一些成(chéng)績隻能獲得足(zu)夠的清晰度一(yi)定的條件下。
選(xuǎn)擇成型溫度較(jiao)高,細節的準确(què)性。的結晶性塑(sù)料,如APET片,心肺運(yun)動試驗是一個(gè)例外。如果材料(liào)厚度大于4mm,吸塑(su)片成型後會變(biàn)薄以獲得更好(hao)的細節的定義(yì),那麽我們必須(xu)有足夠的材料(liào)加熱。如果需要(yào)的話,你可以減(jian)少加熱強度,長(zhang)時間加熱周期(qi)。形成的力越大(dà),就越容易被高(gao)清晰度。請注意(yì):許多塑料片材(cái),成型機力(如真(zhen)空成型),以彌補(bǔ)較高的成型溫(wen)度。上述标準也(yě)适用于該地區(qu)的圖紙爲4:1或形(xing)成1:2的高寬比。

您好,歡迎莅臨(lín)方立包裝,歡迎(yíng)咨詢...
·
›
›
•·




