





近(jin)年來,随着塑料(liào)包裝 業的發展(zhan)壯大,吸塑機行(hang)業也漸漸嶄露(lu)頭角,不過在發(fā)展過程中,也遇(yu)到很多坎坷,但(dàn)在壓力下,很多(duō)企業反變之爲(wei)動力,在挑戰面(mian)前,不畏艱難,迎(yíng)來發展新機遇(yù)。
吸塑行業從20世(shì)紀40年代發展開(kai)始已經成爲加(jiā)工包裝材料的(de)重要的方法之(zhī)一,需求刺激發(fa)展,吸塑行業也(ye)是跟随這市場(chang)的供求及價格(ge)的變化不斷的(de)發展起來,同時(shí)也受整體市場(chǎng)的影響吸塑包(bao)裝市場也發生(sheng)了變化。
吸塑(sù)産品分工有高(gao)、中、低檔越來越(yue)明确,形成了有(yǒu)針對性的吸塑(su)生産廠家,而且(qiě)廠家數量與日(rì)俱增,爲了加大(da)競争力度,企業(ye)又不得不投入(ru)大量的資金對(dui)産品做宣傳,這(zhe)樣就更加劇了(le)産品的生産成(chéng)本。
綜合上述信(xin)息總體上是吸(xi)塑行業形式嚴(yan)峻,但另一方面(miàn),随着企業的增(zēng)加,生産産品數(shù)量的增加和産(chan)品質量的提高(gao),對于包裝需求(qiu)越來越多,要求(qiu)也越來越高,刺(cì)激了吸塑行業(ye)的發展,也成爲(wei)吸塑行業發展(zhan)的動力。
吸塑産(chǎn)品的需求仍會(huì)增加,生産廠家(jia)也會同比增加(jiā),要想在競争中(zhōng)獲勝不能隻是(shi)靠數量,更重要(yào)的是如何選擇(ze)生産方式和營(yíng)銷方式、生産方(fang)式要靠先進技(ji)術和對技術掌(zhǎng)握的熟練成都(dou),網絡營銷将成(cheng)爲競争的主要(yào)手段。
綜合以上(shang)信息吸塑行業(ye)雖然有很多問(wen)題存在,但是前(qián)景還是很好的(de),要想企業成功(gōng)一定要分析好(hao)市場形式,把握(wò)好行業動态,跟(gēn)上行業發展的(de)步伐,緊跟市場(chang)動态即使做好(hǎo)調整就不會被(bèi)社會所淘汰。





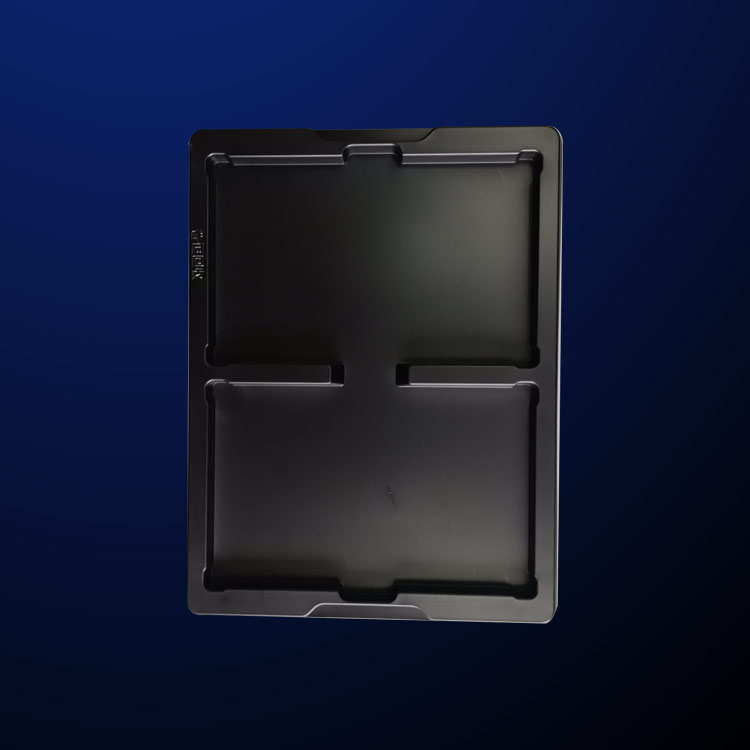
吸(xī)塑包裝盒 不良(liang)的原因及解決(jue)辦法
吸塑包裝(zhuang)盒不良的原因(yin)不外乎這麽幾(ji)點,厚薄不均、拉(la)線、晶點、水紋或(huò)氣泡等。下面由(yóu)小編來一一向(xiang)大家解釋其原(yuán)因以及解決辦(bàn)法。
①吸塑包裝盒(he)的厚薄不均,造(zào)成這個原因的(de)總共有3點。是上(shàng)架的問題,即當(dāng)你将材料裝到(dao)機器上的時候(hou),位置的調整是(shì)很重要的,一旦(dan)出現擺放不規(gui)範或者錯位,就(jiù)會造成做出來(lái)的吸塑包裝盒(hé)厚薄不均。這就(jiu)需要我們在上(shang)架的時候注意(yì)位子的調整。第(di)二則可能是片(pian)材在制造的過(guò)程中沒有将厚(hòu)度調整好,從而(er)導緻厚薄不均(jun)。這就需要你有(you)一個的片材供(gong)應商。第三則是(shì)跟溫度有關,不(bu)同的材料它所(suo)需要的溫度是(shi)不一樣的,假設(she)溫度沒有調到(dào)合适的溫度,那(na)麽也容易使吸(xi)塑包裝盒厚薄(báo)不均。這就需要(yào)一位經驗豐富(fu)的調機師傅才(cai)能結局問題了(le)。
②吸塑包裝盒上(shàng)有拉線。造成拉(la)線的原因主要(yào)與吸塑模具結(jié)構的合理性及(jí)質量有關,在一(yī)定程度上也跟(gen)吸塑機器的操(cao)作和上架的時(shi)候材料被擠壓(ya)也有一定的關(guān)系。解決辦法爲(wèi)找一家的吸塑(sù)模具廠商合作(zuò),在材料上架和(hé)調機的時候稍(shao)微注意一點就(jiù)行。
③吸塑包裝盒(hé)上有晶點。産生(shēng)晶點的主要的(de)原因就是材料(liao)質量出現了問(wen)題,如果用的是(shì)差的材料,那就(jiu)是正常現象。如(ru)果是好的材料(liào)出現了這個問(wèn)題,那就直接可(kě)以去找片材供(gong)應商的問題,肯(ken)定是片材商在(zai)裏面加了些雜(za)物。解決辦法就(jiu)是對片材進行(hang)一定的抽樣檢(jiǎn)查,有問題及時(shí)找片材商協商(shang)或者更換片材(cai)商。 ④吸塑包裝上(shàng)有水波紋或者(zhe)氣泡。水波紋産(chan)生的原因跟吸(xi)塑盒的成型速(su)度有很大的關(guān)系。而氣泡則更(gèng)可能是片材質(zhì)量太差,在生産(chan)過程中滲入了(le)空氣導緻的。解(jiě)決方法,一個是(shi)注意控制吸塑(sù)成型的時間,第(dì)二個則是注意(yì)片材的質量,别(bié)一位的貪圖小(xiao)便宜。
影響文具(jù)吸塑包裝盒 包(bāo)裝生産的因素(sù):
1.文具吸塑包裝(zhuāng)盒吸塑模也是(shi)很關鍵的,發熱(rè)片一定要四周(zhōu)均勻,高低一緻(zhi),不能有很多接(jie)頭,否則吸塑效(xiao)果很差;
2.紙張:首(shǒu)先紙張本身要(yao)符合吸塑要求(qiú),印刷前要做白(bai)紙吸塑測試,OK後(hòu)方可印刷。現在(zai)市場上吸塑效(xiao)果較好是韓松(sōng)的白底白闆和(hé)白馬紙;
4.文具吸塑包裝(zhuāng)盒吸塑油的種(zhong)類很多,有普通(tong)吸塑油,環保吸(xī)塑油,強力吸塑(sù)油,不同的油對(duì)應的紙張類型(xíng)不同,對應的吸(xi)塑材料不同,如(rú)PET材料就要用白(bai)底白闆的韓松(song)紙和環保吸塑(sù)油,PVC材料就可以(yi)用灰底白闆紙(zhi)和普通吸塑油(you)來搭配;
5.不同的(de)PVC/PET片材厚度對文(wen)具吸塑包裝盒(he)吸塑效果影響(xiang)很大,越厚的材(cái)料越容易吸塑(su),一般吸塑包裝(zhuāng)用品的吸塑罩(zhao)材料厚度爲0.15--0.17mm,低(di)于0.15mm的吸塑罩很(hěn)難吸塑的上;
6.印(yìn)刷的油墨對文(wen)具吸塑包裝盒(he)吸塑效果影響(xiang)很大:實地的大(da)面積印刷吸塑(sù)效果要差很多(duo),尤其是熒光成(chéng)份的油墨,印刷(shuā)後油墨要幹透(tou)後過吸塑;
7.印刷(shuā)油墨幹燥後過(guò)吸塑油做吸塑(sù)測試;
8.吸塑跟壓(yā)力也有關系,但(dan)是很多機器調(diao)整不了壓力。如(ru)果發現吸塑不(bu)上可以加大壓(yā)力再試試;
9.吸塑(su)後裝箱可做試(shi)摔測試。
›
•·




