






吸塑包裝 用(yòng)的片材叫硬(ying)片或膠片,常(cháng)用的有:PET(聚對(duì)苯二甲酸乙(yǐ)二酯)硬片、PVC(聚(ju))硬片、硬片。PS硬(yìng)片密度低,韌(rèn)性差,燒,燃燒(shao)時會産生氣(qi)體(屬有害氣(qì)體),所以一般(bān)用來生産各(ge)種工業用的(de)吸塑托盤。
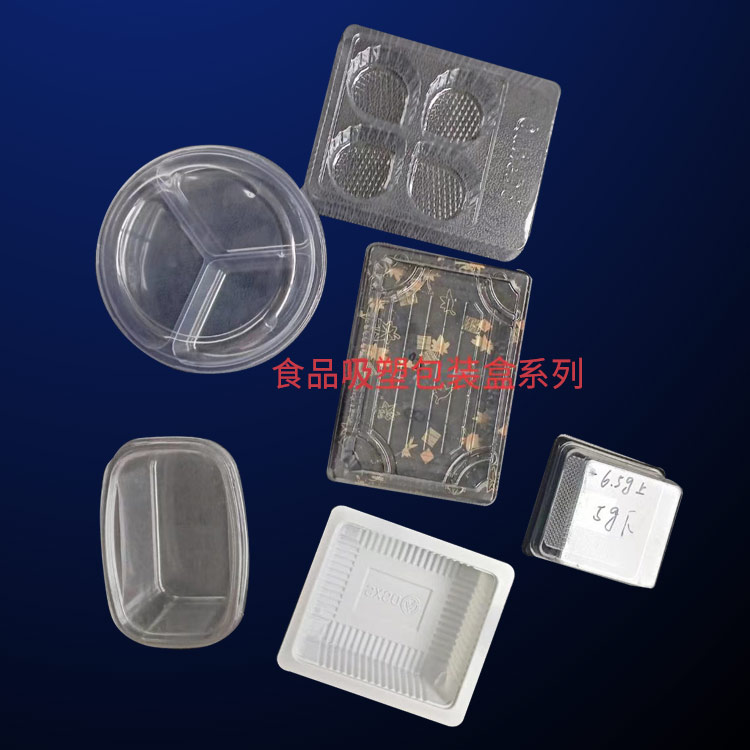
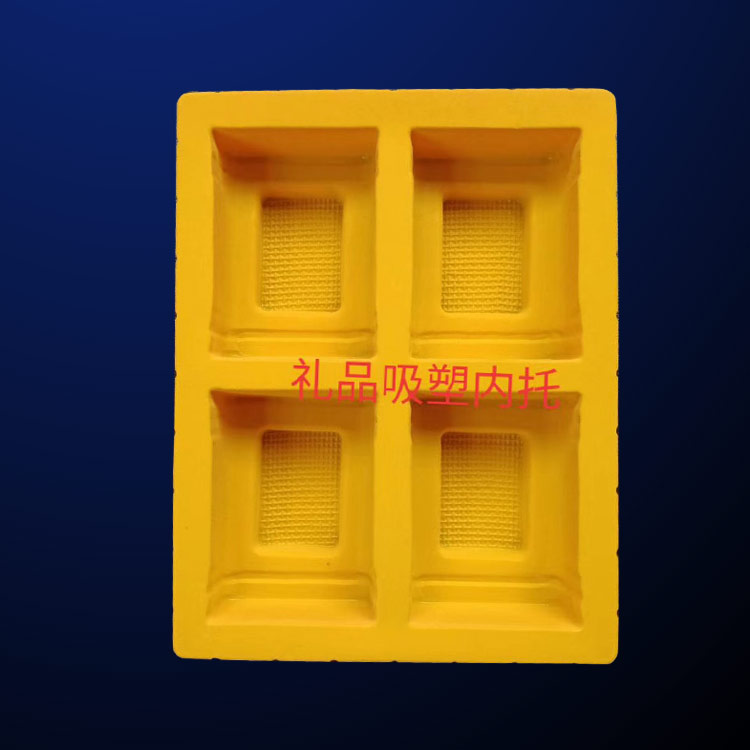
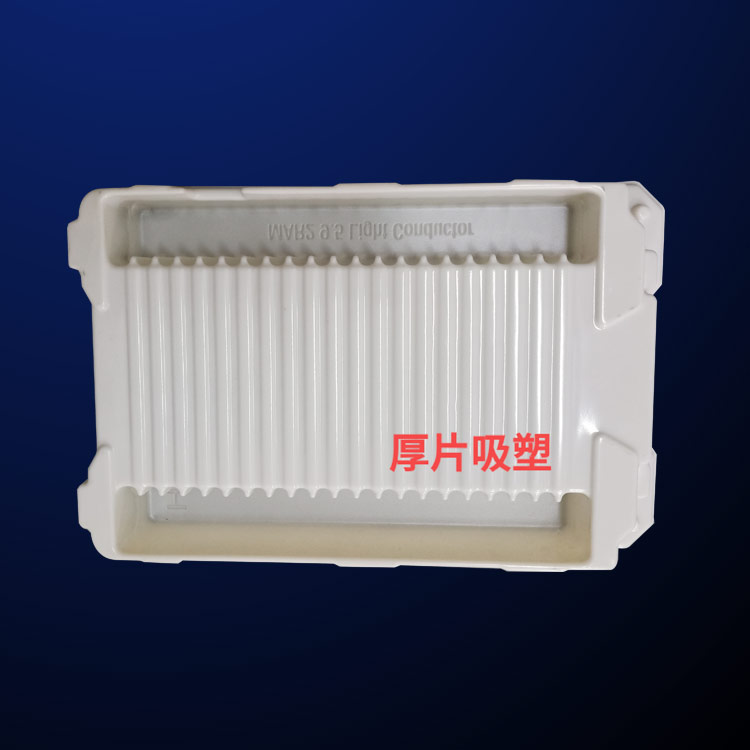
首(shou)先,吸塑分爲(wei)薄片吸塑和(hé)厚片吸塑,一(yī)般材料厚度(du)在15絲—200絲 (2mm),是薄(báo)片吸塑,材料(liao)厚度在200絲—1200絲(sī)(12mm)是厚片吸塑(sù)。吸塑包裝适(shi)用範圍廣,設(shè)備和模具的(de)價格便宜,設(shè)備操作簡單(dan)。一般薄片吸(xi)塑在包裝上(shang),可以做各種(zhong)産品的包裝(zhuāng),在生活中,我(wǒ)們看到的牙(yá)刷殼、化妝品(pin)殼、五金殼等(děng)各種泡殼,均(jun1)爲薄片吸塑(sù)包裝,而厚片(pian)吸塑在包裝(zhuang)上,體現的比(bǐ)較少,厚片吸(xi)塑一般是做(zuo)器械外殼、冰(bing)箱内膽、電視(shi)機外殼、特種(zhong)車外殼、箱包(bāo)、各種托盤、棧(zhàn)闆等。




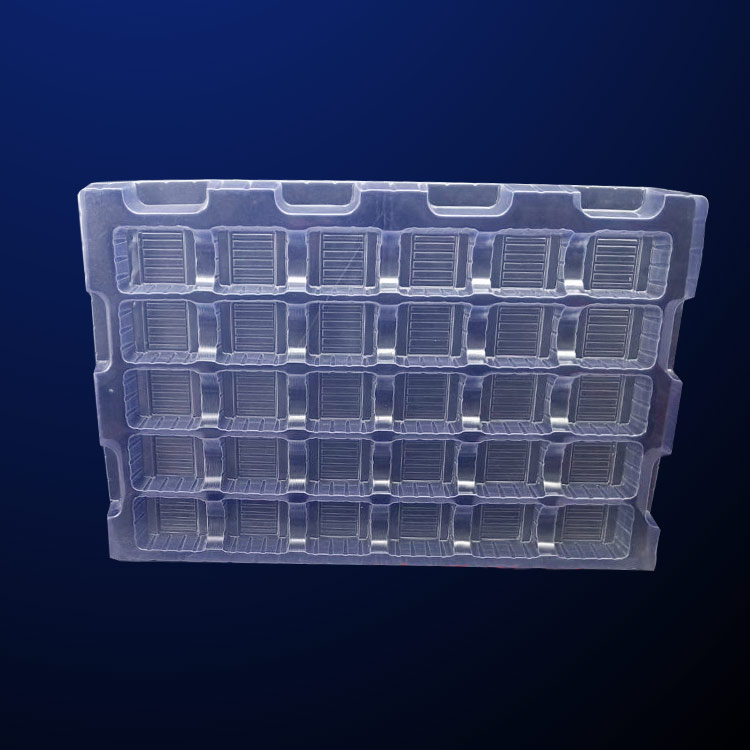
吸塑包(bāo)裝托盤的材(cai)質
PS 英文全稱(chēng)爲Polystyrene,中文譯爲(wei)聚。常規顔色(sè)有黑、白兩種(zhǒng),也可按客戶(hù)要求定制成(chéng)其它顔色,但(dàn)顔材起訂量(liàng)要求比較高(gāo),且顔材隻能(néng)做成9-11次方的(de)防靜電指數(shù),如果需求數(shu)量少且對防(fang)靜電值要求(qiu)高,一般不建(jiàn)議使用。
PS黑材(cái)可制成三個(ge)指數等級的(de)防靜電吸塑(sù)托盤,而白色(se)的防靜電指(zhǐ)數隻能做到(dào)9-11次方。
種:防靜(jing)電吸塑托盤(pan)(防靜電指數(shu)9-11次方) 正常情(qing)況下使用時(shí)間爲3-6個月左(zuo)右。但是防靜(jìng)電值容易受(shòu)環境,空氣,溫(wen)度及濕度的(de)影響,減短防(fáng)靜電使用壽(shou)命。單價低于(yu)半導電及導(dǎo)電材質,建議(yì)對防靜電指(zhǐ)數要求不高(gao)且使用周期(qi)不長的客戶(hu)使用。
第二種(zhong):半導電吸塑(su)托盤(防靜電(dian)指數6-9次方)正(zheng)常情況下使(shi)用時間爲半(bàn)年至1年左右(yòu)。防靜電值不(bu)受環境,空氣(qi),溫度及濕度(dù)的影響,但由(you)于其價格和(he)導電材質相(xiàng)當,且導電材(cai)質的防靜電(dian)指數更穩定(ding),故建立選擇(ze)後者。
第三種(zhong):導電吸塑托(tuo)盤,也可稱其(qí)爲性防靜電(diàn)托盤(防靜電(dian)指數3-6次方)正(zhèng)常情況下使(shǐ)用時間爲半(bàn)年至1-3年左右(yòu),防靜電值不(bú)受環境,空氣(qì),溫度及濕度(du)的影響。在導(dao)電吸塑托盤(pán)有明顯優勢(shì),是國内各大(da)電子廠等企(qi)業長期導電(dian)吸塑托盤供(gong)應商。

吸塑包(bāo)裝 制品厚薄(báo)度不均勻是(shì)怎麽造成的(de)?如何解決這(zhè)樣的問題?
厚(hòu)薄度不均勻(yún)有常見的幾(ji)點,上架、片材(cái)、溫度等。上架(jia)在壓吸塑包(bāo)裝産品的時(shí)候位置的調(diao)整是很關鍵(jiàn)的,要是有錯(cuo)位或擺放不(bú)合理的現象(xiang)時,出現會産(chan)生厚度不均(jun1)勻。與片材有(you)關系的就是(shì)片材在生産(chan)的過程當中(zhong)沒有将厚度(du)調好,所以才(cái)會導緻這樣(yàng)的質量問題(ti)。溫度的調試(shi)也有直接關(guan)系的,而且要(yào)根據不同的(de)模具不同的(de)材料調節相(xiang)對應溫度的(de)高低,否則就(jiu)出現了不均(jun)勻的現象。解(jie)決方法是注(zhu)意上架的位(wei)置調整,片材(cái)的情況供應(ying)商的協商,溫(wēn)度調到片材(cai)和模具的适(shì)合度。
吸塑包(bao)裝制品的拉(lā)線是什麽?怎(zěn)麽導緻的?如(ru)何解決?
拉線(xiàn)就是在産品(pǐn)的邊上會出(chū)現凸出來的(de)一條線嚴重(zhong)的影響到了(le)包裝的外觀(guan),導緻生成的(de)原因就是,這(zhe)樣的情況與(yu)吸塑模具的(de)結構制造有(you)關,吸塑成型(xíng)機的控制性(xìng)的操作,溫度(dù)調整,上架有(yǒu)很大的關系(xi),解決方法是(shì)模具的質量(liang)控制,機器和(he)溫度參數調(diao)節,上架擠壓(ya)等。
›




