
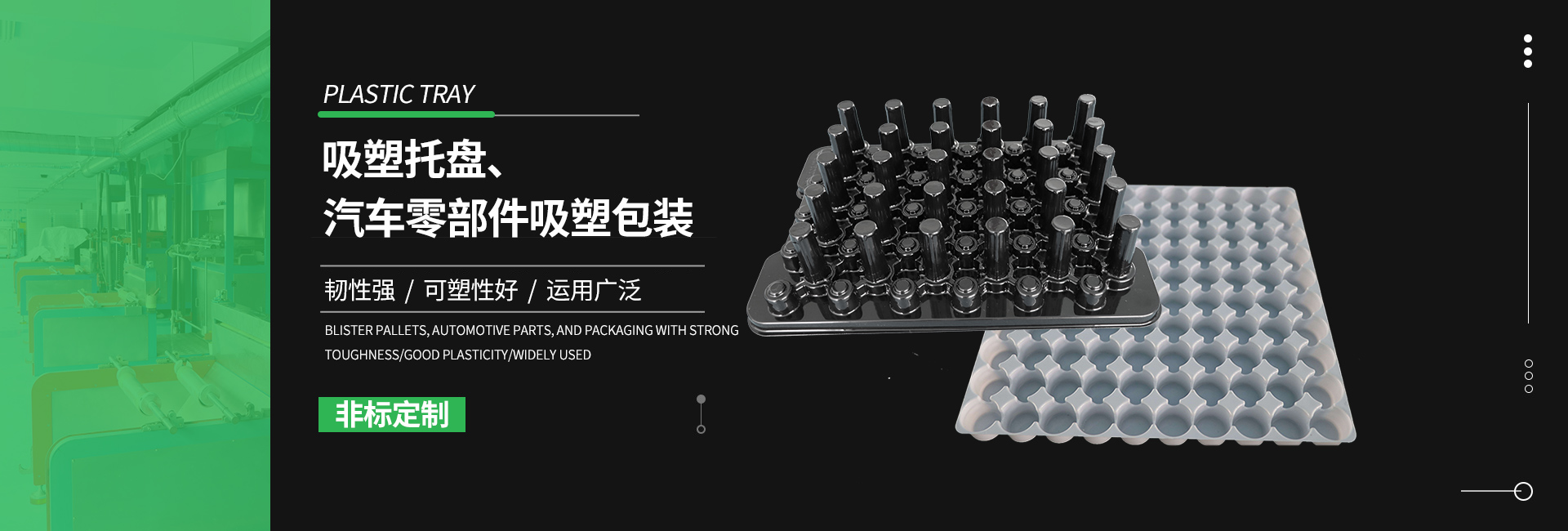





吸塑包裝 尺寸的(de)得來可分爲三種(zhong):按照客戶樣品(制(zhì)模叫複模)、根據圖(tu)紙制模、根據實物(wù)自行設計。因爲吸(xī)塑的形狀一般根(gen)據實物定制,故形(xíng)狀多不規則,圖紙(zhǐ)制作時有很多尺(chǐ)寸不準确或不能(néng)标注出,故根據圖(tu)紙制作時存在的(de)偏差較大。爲準确(què)起見,一定要配以(yǐ)實物試裝。根據樣(yàng)品複模制作的産(chǎn)品,尺寸偏差才不(bu)會很大。一般厚度(du)公差爲0.1mm,産品偏差(cha)爲±2mm。公差産生的原(yuán)因主要有:
1.手工起(qǐ)模時造成的偏差(chà)。此偏差一般小于(yu)2mm。
3.同一(yī)模具因材料、吸塑(sù)溫度不同造成的(de)厚度偏差。此偏差(chà)較小,一般小于0.1mm。
4.厚(hou)度的公差視具體(tǐ)情況而定,同一面(miàn)積被拉得越大,此(ci)塊厚度就會越薄(báo)。不同的操作人員(yuan),不同的溫度也會(hui)使同一部位的厚(hou)度不同。
以上原因(yīn)中,條是造成尺寸(cùn)公差的原因,但因(yin)模具可以修改校(xiào)正,故吸塑的偏差(cha)一般可控制在2mm以(yǐ)内。





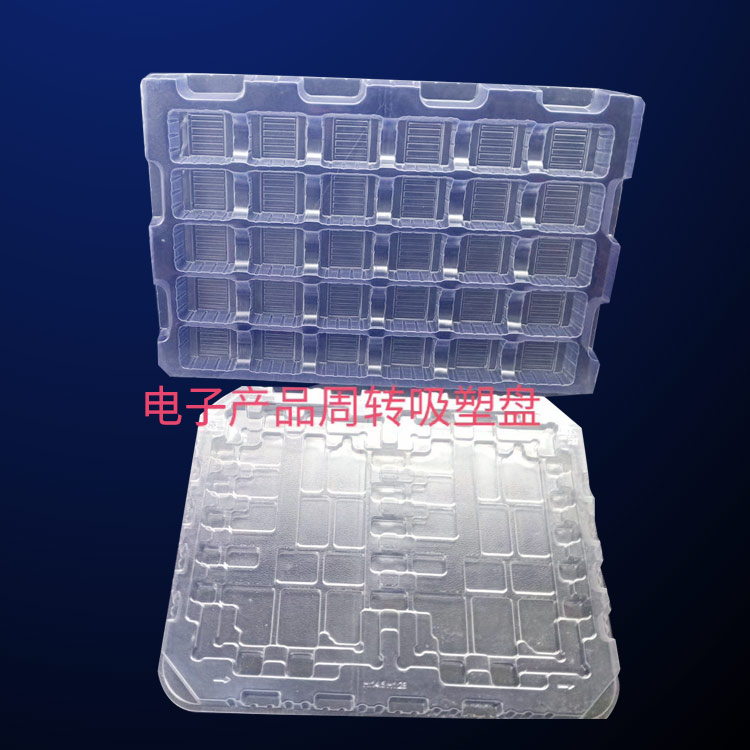
防靜電托盤根(gēn)據物理性能可以(yi)分爲:
1、防靜電:表面(mian)阻值10的6次方至10的(de)9次方
2、導電:表面阻(zu)值10的4次方以下至(zhi)10的6次方
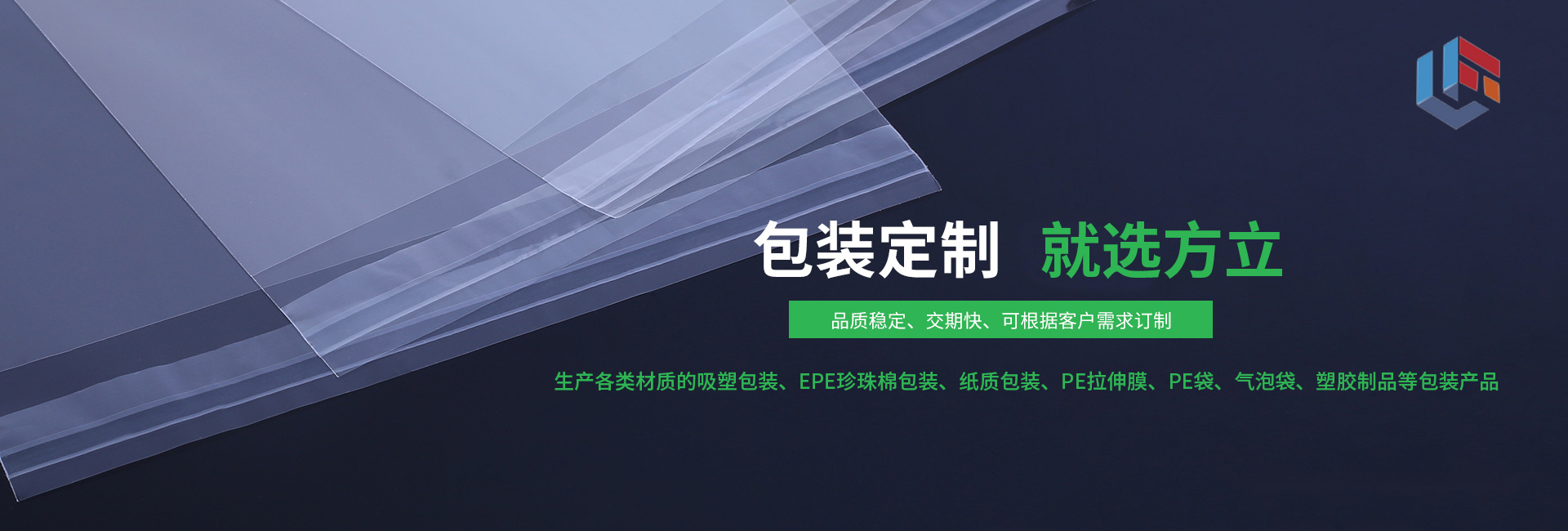
塑料包裝(zhuang)在包裝産業中占(zhan)有比重越來越大(dà),對其要求也越來(lái)越高,綠色環保就(jiu)是要求之一。吸塑(sù)工藝不斷推動塑(su)料包裝的設計創(chuang)新,在保證其基本(ben)功能的條件下,可(kě)以達到吸塑包裝(zhuāng)制品的輕量化或(huo)薄壁化。爲了達到(dao)綠色環保的目的(de),塑料包裝材料企(qi)業可以在以下幾(jǐ)個方面做參考對(duì)塑料包裝進行改(gǎi)進和提升:
1.創新和(hé)研發塑料新材料(liao)和新加工技術,使(shi)更多性能優異的(de)塑料成爲包裝材(cai)料,并利用新材料(liao)的,實現包裝材料(liao)減量化;
2.通過自主(zhu)研發和技術創新(xīn),降低塑料包裝新(xīn)材料、新技術的成(cheng)本,避免因成本過(guo)高,許多符合綠色(se)包裝的塑料材料(liao)不能大面積應用(yòng)的問題;
吸塑燈箱(xiāng)立體發光字加工(gong)技能—因爲壓克力(lì)質量安穩,所以其(qi)制品具有透光性(xìng)好、作用清楚、抗壓(ya)強度高、十幾年、亮(liàng)光如新等其它燈(deng)箱、金屬字所無法(fa)比較的特征,是永(yong)續運營、實力的商(shang)家之佳品。壓克力(li)加工中,的就是模(mo)具了。模具可采用(yòng)木制、石膏、鋼制等(děng),可根據加工批量(liàng)的多少決議模具(jù)選材。
木模節省本(běn)錢,隻适合小量加(jiā)工,因爲用久了會(huì)失水變形,制品天(tian)然不美觀,也給後(hòu)期制造帶來費事(shì)(需求處理)。吸塑燈(dēng)箱和立體發光字(zì)的前期制造相同(tong):制膜→加熱(160度左右(yòu))→自動吸真空→冷卻(què)(40度左右)→脫膜→修邊(bian)→加槽→立體發光字(zi)。(修邊→粘接字、面闆(pan)→塊塊的拼接→終就(jiu)是吸塑燈箱)。
制模(mo)可采用木匠曲線(xian)鋸或電腦雕琢、凸(tū)模要有斜度,上小(xiǎo)下大便可脫膜。加(jia)熱溫度适合,并不(bu)是溫度越高越好(hǎo),溫度高時壓克力(li)闆會裂解,失掉自(zì)身的柔韌性,吸壓(ya)深度會不理想。
›
•




