





接着我(wǒ)們進入制造吸(xī)塑燈箱的進程(cheng):
1,首要做模具,燈(deng)箱片隻在3厘米(mǐ)以内厚度,制造(zào)模具隻需将陰(yīn)陽模打磨下邊(bian)就可以脫模了(le),燈箱片高于3厘(li)米厚度的,就必(bì)須要将陽模制(zhì)形成上小下大(dà)的形狀才好脫(tuo)模。
2,選料,制造燈(deng)箱的材料有許(xu)多種塑料可以(yi),ABS,PC,MMA。這些都是運用(yòng)很廣的材料。
4,燈具(jù),國内外許多牌(pái)子可以選擇,像(xiang)國内的藍景光(guāng)電,日上光電都(dōu)可以供給很好(hǎo)的光源。





俗話說(shuō),美人一笑真國(guo)色,傾城傾國世(shì),沒有人會拒絕(jue)美,因爲容貌美(měi)麗、氣質奪人是(shì)一種力量,在這(zhè)個看臉說話的(de)時代,“顔值”就是(shi)評判的标準,就(jiu)連家裏的櫥櫃(guì),也有顔值的高(gao)低之分。
随着裝(zhuāng)飾行業的迅速(su)發展,人們對家(jiā)裝的需求越來(lai)越多樣化,PVC吸塑(su)櫥櫃門闆開始(shi)嶄露頭角,成爲(wei)行業新寵,在人(rén)們看來,因爲顔(yá)色的豐富多樣(yàng)性,吸塑門闆的(de)選擇方案餘地(di)比較大,可以根(gen)據個人喜好和(he)需求選擇不同(tong)的顔色和紋理(lǐ),吸引了消費者(zhe)的興趣,此外,PVC模(mó)壓闆形狀特别(bie),吸塑門闆表面(miàn)也可以生成不(bu)同的立體造型(xing),滿足不同客戶(hù)對不同款式的(de)需求,大大增加(jia)了吸塑櫥櫃的(de)“顔值”指數。
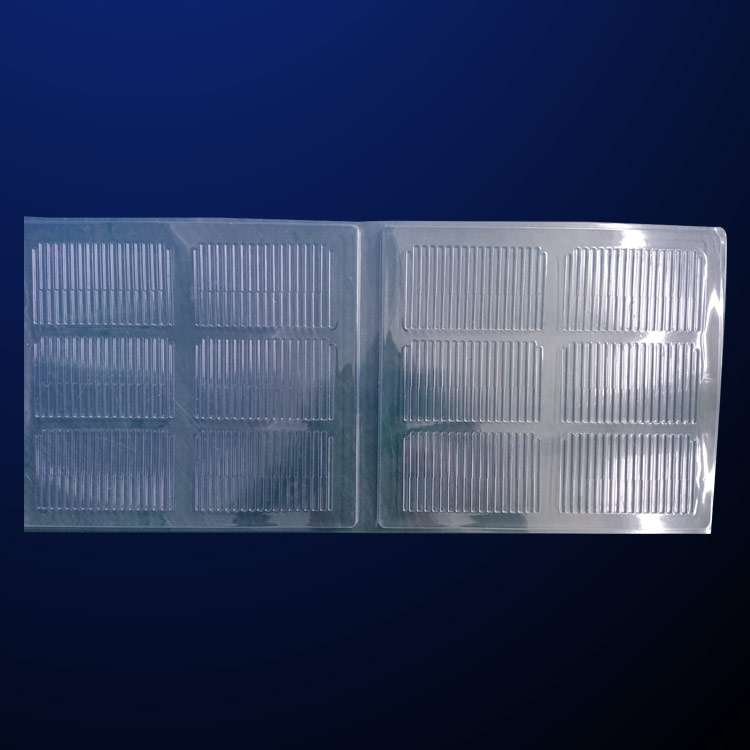
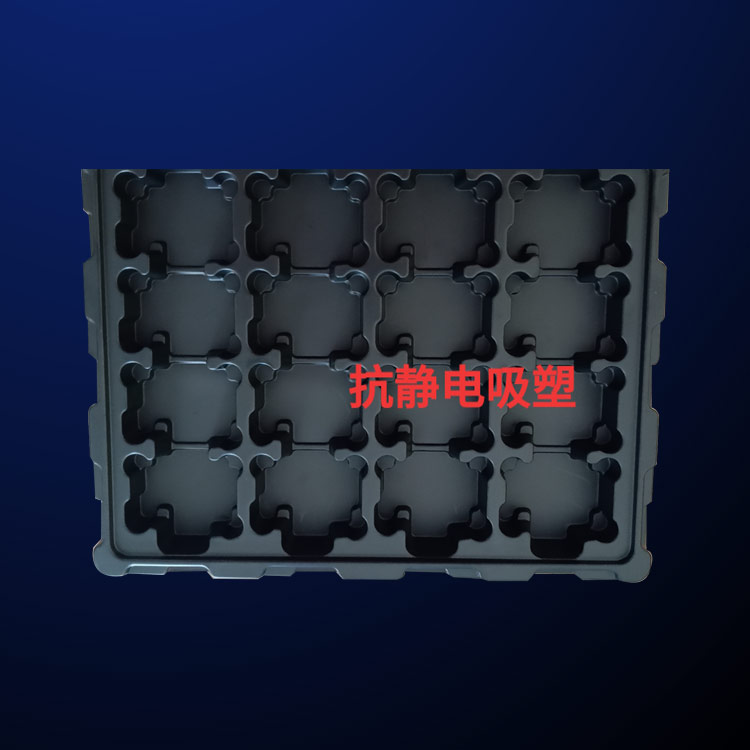
吸塑(sù)包裝 工藝過程(cheng)包括:印刷塗布(bù)吸塑包裝油的(de)工藝過程和吸(xī)塑包裝熱封工(gōng)藝過程(見圖 5),目(mù)前有三種方式(shi)實現塗布過程(cheng):離線過油機滿(man)版過油、絲印局(ju)部過油、膠印連(lian)線過油。離線塗(tú)布和吸塑包裝(zhuang)工藝一般要求(qiu)産品印刷完後(hòu)放置至少 72 小時(shi),待大面積深色(sè)油墨區域完全(quán)幹燥後,方可過(guò)在表面過吸塑(sù)包裝油,再放置(zhi)至少 24 小時後方(fāng)可進行吸塑包(bāo)裝過程。目前的(de)連線過油方式(shi)(一般采用水性(xìng)吸塑包裝油),可(kě)以縮短時間,但(dan)是吸塑包裝效(xiào)果不佳。過油過(guò)程主要控制的(de)目标:過油量大(da)小合适(一般約(yue) 3-5g/m2,視材料表面性(xing)能、吸塑包裝油(yóu)濃度不同而有(yǒu)所差别)、吸塑包(bāo)裝油充分滲透(tou)。
塗布過程須控(kong)制好塗布量大(dà)小,确保膜層表(biao)面的流平性、光(guāng)澤度、滲透效果(guǒ)、幹燥性等;吸塑(sù)包裝過程主要(yào)控制好溫度、壓(ya)力、時間等條件(jian),确保吸塑包裝(zhuang)效果。
›




